Tipps & Tricks
Einfluss der Heiz- und Kühlrate auf das DSC-Messergebnis
Wichtige Parameter bei DSC-Messungen sind definierte Heiz- und Kühlraten. Internationale Normen empfehlen aufgrund des angestrebten thermodynamischen Gleichgewichts eine Heizrate von 10 K/min oder 20 K/min (ISO 11357, DIN 53765, ASTM E 793, ASTM E 794).
Demgegenüber möchte man bei der Polymerverarbeitung im Rahmen der Qualitätskontrolle und –sicherung mit höherer Heizrate (z. B. bei 40 K/min) schneller zu einem aussagefähigen Messergebnis kommen. Hier geht es vor allem um die Vergleichbarkeit einer aktuell gemessenen Probe aus einem reklamierten Teil zu einem Rückstellmuster. Pflichtbewusst wird vom Operator die Temperaturkalibrierung bei höheren Heizraten durchgeführt und die Verschiebung der Schmelzpeaktemperatur zu höheren Werten registriert. Jedoch ist man oftmals überrascht, dass die DSC-Messung an der realen Polymerprobe nicht das gewünschte Ergebnis zeigt.
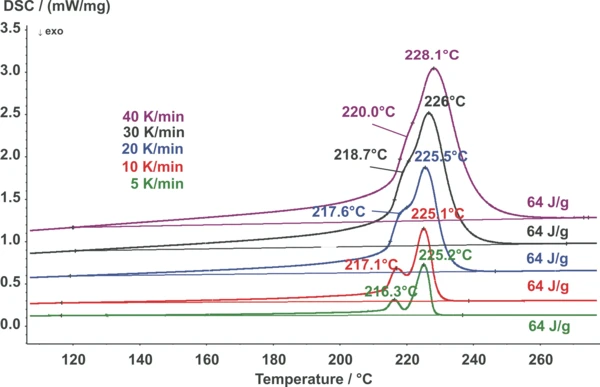
Aufgrund der verwendeten hohen Heizrate werden thermische Effekte verschleppt; einzelne Peaks oder Schmelzphasen können nicht mehr zuverlässig getrennt werden. Die relativ hohe Heizrate von 40 K/min an dem teilkristallinen Polybutylenterephthalat (PBT) liefert in Abbildung 1 nicht mehr die typische Beta-Schmelzphase der kleineren Kristallite, sondern nur noch den Hauptschmelzpeak (hier bei 228 °C). Bei der Materialidentifizierung könnte hier fälschlich vermutet werden, dass es sich um ein Polyamid 6 (PA 6) handelt. Die niedrigere Heizrate von 10 K/min zeigt bereits bei 217 °C die
deutlich vom Hauptpeak getrennte Betaphase, die typisch für PBT ist und bei PA 6 nicht auftritt.
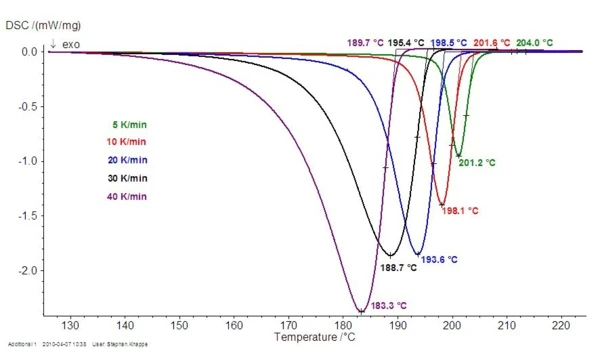
Die mit Intracooler oder flüssigem Stickstoff durchgeführte geregelte Abkühlung aus der Schmelze liefert das Kristallisationsverhalten von PBT (Abb. 2). Mit zunehmender Kühlrate verschieben sich sowohl der Beginn der Erstarrung (extrapolierte Onsettemperatur) als auch die Kristallisationspeaktemperatur zu niedrigeren Werten (Abb. 3). Mit zunehmender Kühlrate wird der Kristallisationspeak nicht nur größer, sondern verläuft auch über einen weiteren Temperaturbereich. Obwohl beim Spritzgießen wesentlich höhere Kühlraten eingesetzt werden, liefert die DSC wichtige Hinweise, ab wann bzw. bei welcher Temperatur das Formteil sicher und verzugsfrei aus dem Werkzeug entnommen werden kann.