
12.07.2021 by Dr. Natalie Rudolph, Doreen Rapp
Influence of Isotropic Fillers on the Shrinkage of SLS Parts
A way to reduce shrinkage and increase dimensional stability of polymers is the addition of inorganic fillers, for instance glass beads. Learn how to determinethermal expansion of 3D printed samples – both unfilled and filled with hollows glass beads.
Polymers shrink. Most of the shrinkage happens during the cooling step of polymer processing. Depending on the processing conditions, the finished plastic part may continue to shrink very slightly until temperature and moisture content stabilize, or during use, if re-crystallization or RelaxationWhen a constant strain is applied to a rubber compound, the force necessary to maintain that strain is not constant but decreases with time; this behavior is known as stress relaxation. The process responsible for stress relaxation can be physical or chemical, and under normal conditions, both will occur at the same time. relaxation effects occur. A way to reduce shrinkage and increase dimensional stability of polymers is the addition of inorganic fillers. While this has been common practice in conventional polymer processing, it has also been picked up by the Additive Manufacturing community; for example, in the Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS) process.
Suitable fillers for Additive Manufacturing: Glass beads
In order to have the maximum reduction of shrinkage, but the lowest possible interaction with processing, isotropic, bead-shaped fillers can be used that have a similar size or size distribution as the polymer powder itself.
Such filler materials used in SLS are glass beads and specifically hollow glass beads that do not counteract the light weight potential of polymers.
The thermal expansion of a filled system (ac) follows roughly the rule of mixture:
αc= αm∙Vm+αf∙Vf
where m denotes the matrix, f denotes the filler and V is the volume fraction in %.
3D printing samples of PA12 powder filled with glass
The samples were prepared as part of a study [1] by researchers at the Polymer Engineering Center (PEC) at the University of Wisconsin-Madison. They used different mixtures of glass beads (true density = 0.456 g/cm3) with PA12 powder (density = 0.95 g/cm3) in a Sinterit Lisa desktop SLS printer with a diode laser instead of the otherwise typical CO2 laser. The print bed temperature was set to 177.5°C.
How to determine the thermal expansion of the 3D printed samples
At NETZSCH Analyzing & Testing, unfilled samples as well as samples filled with 5 wt% hollow glass beads were analyzed using the NETZSCH TMA 402 F1 Hyperion®. In order to determine the coefficient of thermal expansion (CTE), samples were cut from dog bone specimens in three different directions, Figure 1.
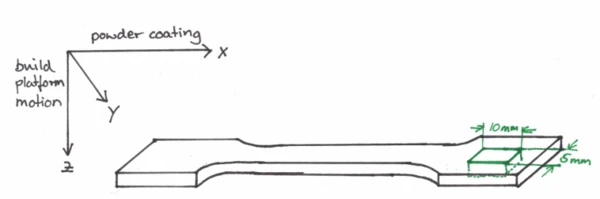
The dimensions of the samples in x- and y direction are 10x5x3.2 mm3 and in z-direction 3.2x5x5 mm3. The density of the samples prepared for the TMA measurements was 0.974 g/cm3 for the unfilled and 0.932 g/cm3 for the sample with 5 wt% filler. This shows that the density and thus weight of a part are not affected by the addition of glass beads.
Thermal expansion was measured in a range from -20 to 170ºC at a heating rate of 5 K/min. All measurement conditions are summarized in the following table:
Table 1: Measurement conditions
| Sample holder | Expansion, made of SiO2 |
| Sample load | 50 mN |
| Atmosphere | He |
| Gas flow rate | 50 ml/min |
| Temperature range | -20…170°C at a heating rate of 5 K/min |
Isotropic thermal expansion
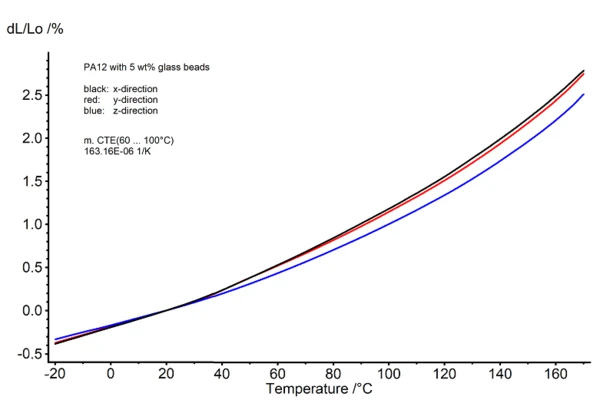
The resulting graph for the measurement of the sample with 5 wt% glass beads is shown in Figure 2. It can be seen that the thermal expansion is almost isotropic as would be expected with such 3D fillers with an aspect ratio close to 1. However, it can also be seen that the expansion through the thickness of the parts in z-direction is lower than for the other two directions. This could be related to porosity effects between layers or changes in bonding strength within a layer compared to between layers.
An indication of the validity of this assumption is given by additional mechanical testing results from the study [1]. The researchers showed that with increasing filler content up to 5 wt%, the brittleness of the samples increased due to porosity.
The authors also showed that the fillers act as nucleation sites and affect the crystallization behavior of the PA12 powder [1]. The same effect was observed with copper spheres as fillers and the required DSC analysis is explained here!
About the Polymer Engineering Center
The research interests at the PEC range from traditional plastics and polymeric/metal composites to bio-based polymers, and composites; from conventional to emerging and innovative processes; from geometric modeling and prototyping to process control and automation; from nanofilm and nanocomposites to microcellular plastics; and from advanced modeling and simulation to Internet and Web-based tools for design and manufacturing.
Sources
[1] Klett, J., Osswald, T.A., Cholewa, S., Investigation of glass bubbles iM16K polyamide 12 composites for Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering, ANTEC conference 2020, March 31, 2020

FREE E-Book
Thermal Analysis and Rheology in Polymer Additive Manufacturing
Discover the secrets behind AM's game-changing capabilities! Our newly released ebook delves deep into the heart of AM, unveiling the power of reliable material characterization techniques, specifically thermal analysis and rheology.