
12.07.2021 by Dr. Natalie Rudolph, Doreen Rapp
Влияние изотропных наполнителей на усадку деталей, изготовленных методом SLS
Одним из способов уменьшить усадку и повысить стабильность размеров полимеров является добавление неорганических наполнителей, например стеклянных шариков. Узнайте, как определить тепловое расширение 3D-печатных образцов - как незаполненных, так и заполненных пустотами стеклянных шариков.
Полимеры дают усадку. Большая часть усадки происходит на этапе охлаждения при переработке полимера. В зависимости от условий переработки готовая пластиковая деталь может продолжать незначительно усаживаться до стабилизации температуры и содержания влаги или в процессе эксплуатации, если происходит рекристаллизация или релаксация. Одним из способов уменьшения усадки и повышения стабильности размеров полимеров является добавление неорганических наполнителей. Хотя этот способ широко используется при обычной обработке полимеров, он также был подхвачен сообществом аддитивного производства; например, в процессе Selective Laser Sintering (SLS).
Подходящие наполнители для аддитивного производства: Стеклянные шарики
Для максимального снижения усадки и минимального взаимодействия при переработке можно использовать изотропные наполнители в форме шариков, которые имеют такой же размер или распределение по размерам, как и сам полимерный порошок.
Такими наполнителями, используемыми в SLS, являются стеклянные шарики и, в частности, полые стеклянные шарики, которые не противодействуют потенциалу легкого веса полимеров.
Тепловое расширение заполненной системы (ac) примерно соответствует правилу смеси:
αc=αm∙Vm+αf∙Vf
где m обозначает матрицу, f - наполнитель, а V - объемную долю в %.
образцы для 3D-печати из порошка PA12, наполненного стеклом
arcОбразцы были подготовлены в рамках исследования [1], проведенного сотрудниками Центра полимерной инженерии (PEC) при Университете Висконсин-Мэдисон. Они использовали различные смеси стеклянных шариков (истинная плотность = 0,456 г/см3) с порошком PA12 (плотность = 0,95 г/см3) в настольном SLS-принтере Sinterit Lisa с диодным лазером вместо обычногоCO2-лазера. Температура печатной формы была установлена на 177,5°C.
Как определить тепловое расширение 3D-печатных образцов
На сайте NETZSCH Analyzing & Testing незаполненные образцы, а также образцы, заполненные полыми стеклянными шариками в количестве 5 весовых процентов, были проанализированы с помощью прибора NETZSCH TMA 402 F1 Hyperion®. Для определения коэффициента теплового расширения (КТР) образцы были вырезаны из костей собаки в трех различных направлениях, рис. 1.
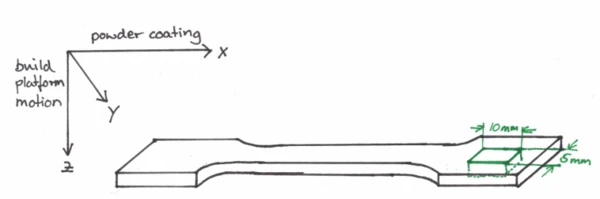
Размеры образцов в направлении x и y составляют 10x5x3,2 мм3, а в направлении z - 3,2x5x5 мм3. Плотность образцов, подготовленных для измерений ТМА, составила 0,974 г/см3 для ненаполненного образца и 0,932 г/см3 для образца с 5 мас. % наполнителя, что свидетельствует о том, что добавление стеклянных шариков не влияет на плотность и, соответственно, вес детали.
Тепловое расширение измерялось в диапазоне от -20 до 170ºC при скорости нагрева 5 К/мин. Все условия измерений приведены в следующей таблице:
Таблица 1: Условия измерений
| Держатель образца | Расширитель, изготовленный из SiO2 |
| Нагрузка на образец | 50 мН |
| Атмосфера | He |
| Расход газа | 50 мл/мин |
| Диапазон температур | -20...170°C при скорости нагрева 5 K/мин |
Изотропное тепловое расширение
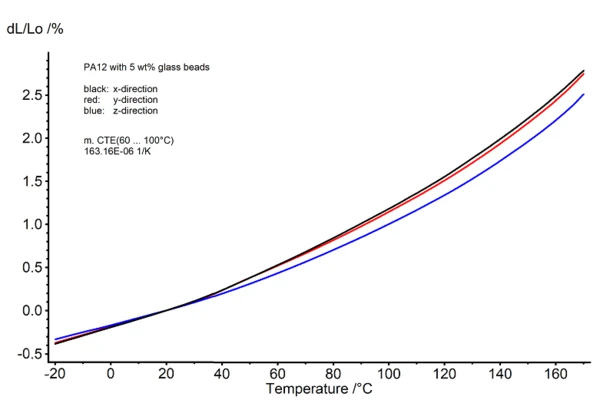
Полученный график измерения образца с 5 весовыми процентами стеклянных шариков показан на рис. 2. Видно, что тепловое расширение практически изотропно, как и следовало ожидать для таких 3D-наполнителей с соотношением сторон, близким к 1. Однако также видно, что расширение по толщине деталей в направлении z ниже, чем в двух других направлениях. Это может быть связано с эффектом пористости между слоями или изменением прочности сцепления внутри слоя по сравнению с межслоевым.
О справедливости этого предположения свидетельствуют результаты дополнительных механических испытаний, проведенных в рамках исследования [1]. Исследованияarcпоказали, что с увеличением содержания наполнителя до 5 мас. % хрупкость образцов увеличивается из-за пористости.
Авторы также показали, что наполнители выступают в качестве мест зарождения и влияют на поведение порошка PA12 при кристаллизации [1]. Тот же эффект наблюдался при использовании медных сфер в качестве наполнителей, и необходимый анализ ДСК объясняется здесь!
О Центре полимерной инженерии
arcСфера интересов PEC - от традиционных пластмасс и полимерно-металлических композитов до полимеров и композитов на биооснове; от традиционных до новых и инновационных процессов; от геометрического моделирования и прототипирования до управления процессами и автоматизации; от нанопленок и нанокомпозитов до микроячеистых пластмасс; от передового моделирования и симуляции до интернет и веб-инструментов для проектирования и производства.
Источники
[1] Клетт, Й., Освальд, Т.А., Холева, С., Исследование композитов из полиамида 12 со стеклянными пузырьками iM16K для Selectив лазерного спекания, конференция ANTEC 2020, March 31, 2020

Бесплатная электронная книга
Термический анализ и реология в аддитивном производстве полимеров
Откройте для себя секреты, лежащие в основе революционных возможностей АМ! Наша новая электронная книга глубоко погружается в суть АМ, раскрывая возможности надежных методов определения характеристик материалов, в частности термического анализа и реологии.