
12.07.2021 by Dr. Natalie Rudolph, Doreen Rapp
Influenza dei riempitivi isotropi sulla contrazione dei pezzi SLS
Un modo per ridurre la contrazione e aumentare la stabilità dimensionale dei polimeri è l'aggiunta di riempitivi inorganici, ad esempio perle di vetro. Scoprite come determinare l'espansione termica dei campioni stampati in 3D, sia non riempiti che riempiti con perle di vetro.
I polimeri si ritirano. La maggior parte del ritiro avviene durante la fase di raffreddamento della lavorazione del polimero. A seconda delle condizioni di lavorazione, la parte in plastica finita può continuare a restringersi leggermente fino a quando la temperatura e il contenuto di umidità non si stabilizzano, oppure durante l'uso, se si verificano effetti di ricristallizzazione o RilassamentoQuando si applica una deformazione costante a una mescola di gomma, la forza necessaria per mantenere tale deformazione non è costante, ma diminuisce nel tempo; questo comportamento è noto come rilassamento delle sollecitazioni. Il processo responsabile del rilassamento delle tensioni può essere fisico o chimico e, in condizioni normali, si verificano entrambi contemporaneamente. rilassamento. Un modo per ridurre il ritiro e aumentare la stabilità dimensionale dei polimeri è l'aggiunta di cariche inorganiche. Sebbene questa sia una pratica comune nella lavorazione convenzionale dei polimeri, è stata ripresa anche dalla comunità della fabbricazione additiva, ad esempio nel processo di SinterizzazioneLa sinterizzazione è un processo di produzione per la formazione di un corpo meccanicamente resistente a partire da una polvere ceramica o metallica. sinterizzazione laser (SLS) Select.
Riempitivi adatti per la produzione additiva: Perle di vetro
Per ottenere la massima riduzione del ritiro, ma la minore interazione possibile con la lavorazione, si possono utilizzare riempitivi isotropi, a forma di perle, che hanno una dimensione o una distribuzione dimensionale simile a quella della polvere polimerica stessa.
Tali materiali di riempimento utilizzati nella SLS sono le perle di vetro e in particolare le perle di vetro cave che non contrastano il potenziale di leggerezza dei polimeri.
L'espansione termica di un sistema riempito (ac) segue approssimativamente la regola della miscela:
αc=αm∙Vm+αf∙Vf
dove m indica la matrice, f indica il riempimento e V è la frazione di volume in %.
campioni di stampa 3D di polvere PA12 riempiti di vetro
I campioni sono stati preparati nell'ambito di uno studio [1] della ricercaarcpresso il Polymer Engineering Center (PEC) dell'Università del Wisconsin-Madison. Sono state utilizzate diverse miscele di microsfere di vetro (densità reale = 0,456 g/cm3) con polvere di PA12 (densità = 0,95 g/cm3) in una stampante SLS da tavolo Sinterit Lisa con un laser a diodi invece del tipico lasera CO2. La temperatura del letto di stampa è stata impostata a 177,5°C.
Come determinare l'espansione termica dei campioni stampati in 3D
Presso NETZSCH Analyzing & Testing, i campioni non riempiti e quelli riempiti con il 5 wt% di perle di vetro cave sono stati analizzati utilizzando il NETZSCH TMA 402 F1 Hyperion®. Per determinare il coefficiente di espansione termica (CTE), i campioni sono stati tagliati da campioni di osso di cane in tre diverse direzioni (Figura 1).
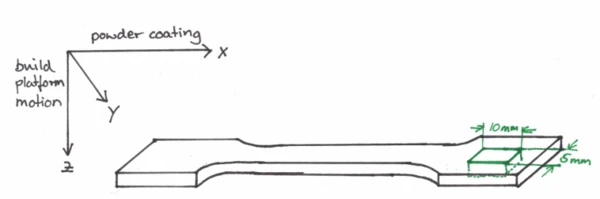
Le dimensioni dei campioni in direzione x e y sono 10x5x3,2 mm3 e in direzione z 3,2x5x5 mm3. La densità dei campioni preparati per le misure TMA è stata di 0,974 g/cm3 per il campione non caricato e di 0,932 g/cm3 per il campione con il 5 wt% di riempimento, il che dimostra che la densità e quindi il peso di un pezzo non sono influenzati dall'aggiunta di perle di vetro.
L'espansione termica è stata misurata in un intervallo compreso tra -20 e 170ºC a una velocità di riscaldamento di 5 K/min. Tutte le condizioni di misura sono riassunte nella tabella seguente:
Tabella 1: Condizioni di misura
| Supporto del campione | Espansione, in SiO2 |
| Carico del campione | 50 mN |
| Atmosfera | Lui |
| Portata del gas | 50 ml/min |
| Intervallo di temperatura | -20...170°C a una velocità di riscaldamento di 5 K/min |
Espansione termica isotropa
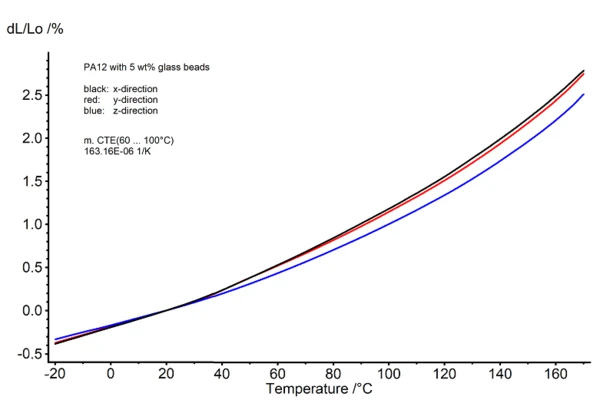
Il grafico risultante per la misurazione del campione con il 5 wt% di microsfere di vetro è mostrato nella Figura 2. Si può notare che l'espansione termica è quasi isotropa, come ci si aspetterebbe con questi riempitivi 3D con un rapporto d'aspetto vicino a 1. Tuttavia, si può anche notare che l'espansione attraverso lo spessore delle parti in direzione z è inferiore rispetto alle altre due direzioni. Questo potrebbe essere legato a effetti di porosità tra gli strati o a cambiamenti nella forza di legame all'interno di uno strato rispetto a quella tra gli strati.
Un'indicazione della validità di questa ipotesi è data dai risultati delle prove meccaniche supplementari dello studio [1]. La ricercaarcha mostrato che con l'aumento del contenuto di riempitivo fino al 5 wt%, la fragilità dei campioni è aumentata a causa della porosità.
Gli autori hanno anche dimostrato che le cariche agiscono come siti di nucleazione e influenzano il comportamento di CristallizzazioneLa cristallizzazione è il processo fisico di indurimento durante la formazione e la crescita dei cristalli. Durante questo processo viene rilasciato il calore di cristallizzazione.cristallizzazione della polvere di PA12 [1]. Lo stesso effetto è stato osservato con le sfere di rame come cariche e l'analisi DSC necessaria è spiegata qui!
Informazioni sul Centro di ingegneria dei polimeri
Le ricerchearch del PEC spaziano dalle plastiche tradizionali e dai compositi polimero-metallici ai polimeri e ai compositi biobased; dai processi convenzionali a quelli emergenti e innovativi; dalla modellazione geometrica e dalla prototipazione al controllo e all'automazione dei processi; dai nanofilm e dai nanocompositi alle plastiche microcellulari; dalla modellazione e simulazione avanzata agli strumenti basati su Internet e sul Web per la progettazione e la produzione.
Fonti
[1] Klett, J., Osswald, T.A., Cholewa, S., Investigation of glass bubbles iM16K polyamide 12 composites for Selective Laser Sintering, ANTEC conference 2020, March 31, 2020

Libro elettronico gratuito
Analisi termica e reologia nella produzione additiva di polimeri
Scoprite i segreti delle capacità rivoluzionarie dell'AM! Il nostro nuovo ebook si addentra nel cuore dell'AM, svelando la potenza delle tecniche affidabili di caratterizzazione dei materiali, in particolare l'analisi termica e la reologia.