28.06.2021 by Dr. Natalie Rudolph, Fabia Beckstein, Patrick Schütz
Как тепловая диффузия влияет на температуру сборки в процессе SLS
Токопроводящие наполнители в полимерном порошке, такие как медные сферы и хлопья, влияют на процессы аддитивного производства. Узнайте, как анализ лазерной вспышки позволяет определить настройки процесса для печати деталей высочайшего качества.
В предыдущей статье мы рассказали о мотивах добавления проводящих наполнителей в порошки PA12 и создания сложных компонентов для терморегулирования с помощью процессаSelect ive Laser Sintering (SLS). Мы также рассказали о различных этапах подготовки образцов, которые имеют решающее значение для качества результатов.
Различные температуры печати для разных порошковых смесей
arcОбразцы были подготовлены в рамках исследования [1], проведенного сотрудниками Института полимерных технологий (LKT) при Университете Эрлангена-Нюрнберга. Они использовали различные смеси медных сфер и хлопьев в разном содержании: 5 и 10 об. % медных сфер и 5 об. % медных хлопьев. Плотность энергии 0,043 Дж/мм2 оставалась постоянной для всех материалов, чтобы выявить любые изменения в поведении процесса из-за наполнителей. Для порошка сфер PA12/Cu была экспериментально определена температура формирования 167°C. Для смеси хлопьев PA12/Cu температуру создания необходимо было увеличить до 173°C. Предполагалось, что причиной этого может быть более высокая теплопроводность и более низкая удельная теплоемкость. Поэтому следующий анализ может быть использован для детального изучения этих эффектов.
Как анализировать тепловую диффузию
На сайте NETZSCH Analyzing & Testing был использован прибор LFA 467 Hyperflash для измерения тепловой диффузии различных смесей порошка PA12 с частицами меди по сравнению с чистым материалом PA12.
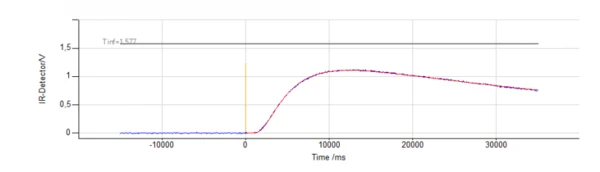
Короткий световой импульс нагревает нижнюю поверхность образца, а повышение температуры на задней поверхности измеряется как функция времени с помощью ИК-детектора.
Эта процедура повторяется для каждого температурного шага после стабилизации температуры образца, и лампа-вспышка также включается несколько раз в течение нескольких минут.
Подготовка образцов очень важна и подробно описана здесь.
После загрузки образцов начинается измерение с использованием условий, приведенных в следующей таблице:
Таблица 1: Условия измерения
| Держатель образца | Z-направление: 12.7 мм квадрат x- и y-направление: ламинат держатель образца 12,7 мм |
| Атмосфера | N2 |
| Поток газа | 100 мл/мин |
| Точки измерения температуры | 25, 40, 60, 80, 100, 120, 140, 160, 168, 180°C |
Как медные шары влияют на тепловую диффузию
Программное обеспечениеNETZSCH Proteus® автоматически подгоняет подходящую модель к измеренным данным, что позволяет рассчитать полупериоды, рис. 1.
На рис. 2 показана анализируемая тепловая диффузия в зависимости от температуры и ориентации образца для чистого PA12 в сравнении со смесями PA12/медная сфера.
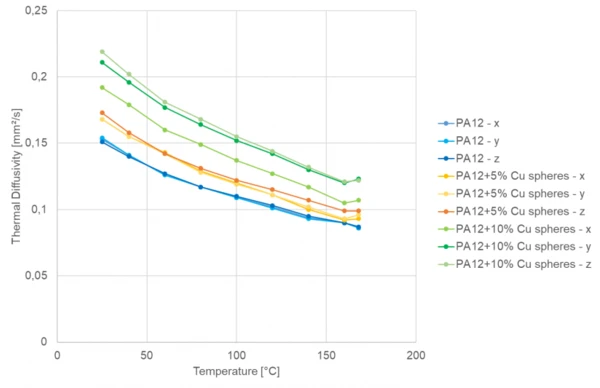
Как и ожидалось, образцы из чистого PA12 не имеют направленности, а значения тепловой диффузии самые низкие. Они демонстрируют типичное снижение с ростом температуры вплоть до температуры плавления.
Образцы с 5 об. % сфер Cu показывают немного более высокие значения тепловой диффузии, чем чистый PA12, а образцы с 10 об. % сфер Cu показывают самые высокие значения из всех трех материалов. Это объясняется более высокой тепловой диффузией меди по сравнению с изоляционной матрицей. Для большинства образцов направленность не наблюдается из-за изотропных свойств сфер. Однако для образца с 10 об. % сфер меди в направлении толщины z тепловая диффузия немного ниже, чем для двух других направлений. Это, вероятно, связано с более высокой пористостью этих образцов, которая была измерена Ланцлем и другими [1]. Результаты LFA указывают на более высокую пористость между слоями в направлении z, чем внутри слоя в плоскости xy.
Как медные хлопья влияют на тепловую диффузию
Иное поведение наблюдается для медных хлопьев, как показано на рисунке 3, где сравниваются измерения теплопроводности всех образцов в направлении x и хлопьев во всех трех направлениях.
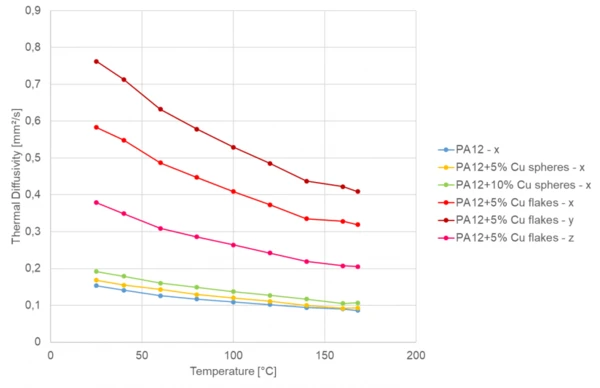
Хлопья показывают гораздо более высокие значения тепловой диффузии, чем другие смеси со сферами и чистый PA12. Высокая степень анизотропии ожидается, исходя из двумерного характера наполнителя. Наибольшая тепловая диффузия измеряется в направлении y, затем в направлении x. Самые низкие значения достигаются по толщине слоя в z-направлении. Это указывает на более предпочтительную ориентацию в плоскости xy, что, вероятно, связано с процессом нанесения порошка.
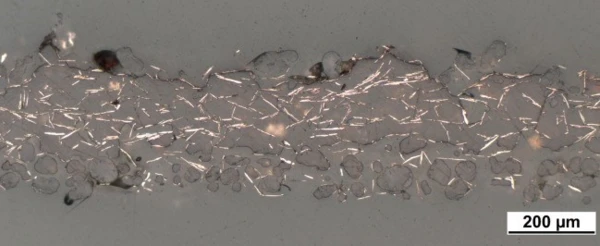
На рисунке 4 представлено микроскопическое изображение поперечного сечения одного слоя смеси хлопьев PA12/Cu, как описано в работе Ланцля и других [1]. На изображении видно, что частицы соприкасаются друг с другом, поэтому общее термическое сопротивление материала (или его поперечное сечение) должно быть минимальным. Большая часть наполнителей ориентирована горизонтально, что соответствует плоскости xy. Однако видно, что некоторые чешуйки наклонены под углом, что обусловливает более высокую тепловую диффузию в z-направлении по сравнению со всеми остальными образцами.
Измерения тепловой диффузии дают значительное представление как об ориентации наполнителей, так и об их близости друг к другу без необходимости дополнительной оптической визуализации.
Как определить теплопроводность
Для дальнейшего анализа или моделирования, помимо теплопроводности, a, необходима теплопроводность, l. Для вычисления теплопроводности необходимы удельная теплоемкость, Удельная теплоемкость (cp)Теплоемкость - это специфическая для каждого материала физическая величина, определяемая количеством тепла, подведенного к образцу, деленным на полученное повышение температуры. Удельная теплоемкость относится к единице массы образца.cp, и плотность, r:
Теплопроводность и удельная теплоемкость измеряются в зависимости от температуры. Измерение и результаты измерения cp-измерений описаны здесь. Однако для определения плотности необходимо использовать плотность при комнатной температуре, а также коэффициент теплового расширения для исследуемого диапазона температур:
ρ(T)=ρRT∙αv(T)
Плотность при комнатной температуре измерялась методом плавучести-флотации с помощью воды, коэффициент теплового расширения, α, измерялся с помощью термомеханического анализатора (ТМА), о котором будет рассказано в следующей статье. Коэффициент расширения зависит от направления и рассчитывается следующим образом
αv = (αx + αy + αz)/3
Более высокое содержание меди = более высокая теплопроводность
Полученные расчетные значения теплопроводности представлены на рисунке 6 в зависимости от температуры для различных материалов и смесей.
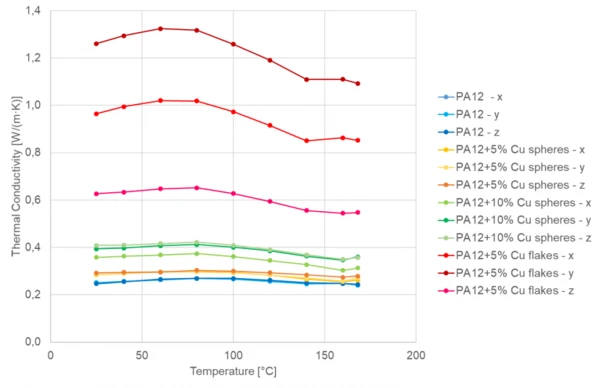
Наблюдаются те же тенденции, что и для теплопроводности:
- С увеличением содержания меди теплопроводность растет.
- Сферы из меди демонстрируют в основном изотропное поведение. Различия в значениях связаны с пористостью образцов.
- Медные хлопья демонстрируют наибольшее увеличение теплопроводности, поскольку наполнители частично соприкасаются и снижают сопротивление проводимости композитного материала.
- Медные хлопья демонстрируют анизотропное поведение, что обусловлено их двумерной геометрией и процессом нанесения порошка.
Однако уменьшенная температурная зависимость, а также небольшая кривизна при низких температурах связаны с температурной зависимостью значений Удельная теплоемкость (cp)Теплоемкость - это специфическая для каждого материала физическая величина, определяемая количеством тепла, подведенного к образцу, деленным на полученное повышение температуры. Удельная теплоемкость относится к единице массы образца.cp.
Оптимизация настроек процесса на основе результатов анализа
Для применения таких проводящих наполнителей в терморегулировании важно регулировать ориентацию 3D-печатных деталей, чтобы учесть любую анизотропию, обусловленную процессом нанесения покрытия и геометрией наполнителя.
Что касается параметров процесса и, в частности, температуры формирования, было замечено, что смесь с хлопьями необходимо обрабатывать при температуре формирования 173°C, что на 6°C выше, чем у смесей со сферами. Более высокая теплопроводность и более низкая удельная теплоемкость приводят к снижению способности аккумулировать тепло в смеси и лучшему отводу тепла. Особенно в плоскости xy, где была получена самая высокая теплопроводность с хлопьями Cu, следует ожидать, что энергия, вводимая лазером, будет распределяться быстрее, что приведет к снижению температуры. Таким образом, повышение температуры сборки противодействует этому эффекту.
Для лучшего понимания влияния различных форм наполнителя на вводимую энергию Ланцль и др. проанализировали толщину одного слоя. Было обнаружено, что толщина слоя смеси с хлопьями Cu значительно меньше. Авторы исследованияarcобъяснили это увеличением теплопроводности в плоскости xy по сравнению с направлением толщины, а также увеличением диффузного отражения лазера, что приводит к снижению потребляемой энергии. Этот дополнительный анализ подчеркивает важность понимания изменений в тепловой диффузии и проводимости для всех аспектов процесса SLS и наиболее подходящих настроек процесса.
Об Институте полимерных технологий (LKT)
arcИнститут полимерных технологий - это академический институт при Университете Фридриха-Александра в Эрлангене-Нюрнберге.arcИнститут является одним из лидеров в области аддитивного производства, в частности SLS.arcarcПомимо этих направлений, институт работает над такими междисциплинарными темами, как компаундирование наполнителей, моделирование процессов переработки и применения, радиационное сшивание термопластов, щадящая обработка и многое другое.
Источники
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selectivelaser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior - Lanzl - 2019 - Polymer Composites - Wiley Online Libra® ry