مقدمة
البولي بروبيلين (PP) هو مادة خام غالبًا ما تستخدم لتصنيع الأغشية الرقيقة مثل الأغشية الفاصلة في البطاريات. وقد بدأت هذه التجربة بسبب مشكلة ظهرت أثناء معالجة أغشية البولي بروبيلين PP. كانت المنتجات من دفعات معينة من حبيبات PP الخام سهلة الكسر بينما كانت المنتجات من الدفعات الأخرى تتميز بجودة جيدة. وكان الهدف هو معرفة السبب وراء ذلك، والأهم من ذلك، إعداد طريقة لمراقبة الجودة الموثوقة لحبيبات البولي بروبيلين بروبيلين الخام. ومن الناحية المثالية، سيتم تنفيذ طريقة مراقبة الجودة هذه باستخدام DSC الأساسي أو TGA.
الظروف التجريبية
تم جمع العديد من العينات "الجيدة" (التي تحمل علامة موافق) والعينات "السيئة" (التي تحمل علامة لا).
تم إجراء اختبارات الذوبان/التبريد بواسطة DSC 214 Polyma. تم تسخين العينات من درجة حرارة الغرفة (RT) إلى 200 درجة مئوية عند 10 كلفن/دقيقة، ثم تم تبريد العينات إلى درجة حرارة الغرفة (RT) عند -10 كلفن/دقيقة، ثم أعقب ذلك تسخين ثانٍ إلى 200 درجة مئوية عند 10 كلفن/الدقيقة. كان جو الاختبار N2؛ وكانت أحجام العينات حوالي 10 ملجم.
بالإضافة إلى ذلك، أُجريت عينات اختبارات OIT بواسطة DSC 214 Polyma. تم تسخين العينات من درجة حرارة RT إلى 200 درجة مئوية في N2 عند 10 كلفن/دقيقة، ثم تُحفظ متساوية الحرارة عند 200 درجة مئوية لمدة 5 دقائق. بعد ذلك، تم تبديل الغلاف الجوي إلى O2 (نقي) وتم تسجيل الوقت من نقطة التبديل إلى بداية الأكسدة. كانت أحجام العينات حوالي 10 مجم.
تم إجراء اختبارات الانحلال الحراري بواسطة TG 209 F3 Tarsus®. تم تسخين العينات من RT إلى 800 درجة مئوية عند 10 كلفن/دقيقة في N2. كان حجم العينة حوالي 10 مجم.
النتائج والمناقشة
1. تحليل الفشل
1.1. سلوك الذوبان
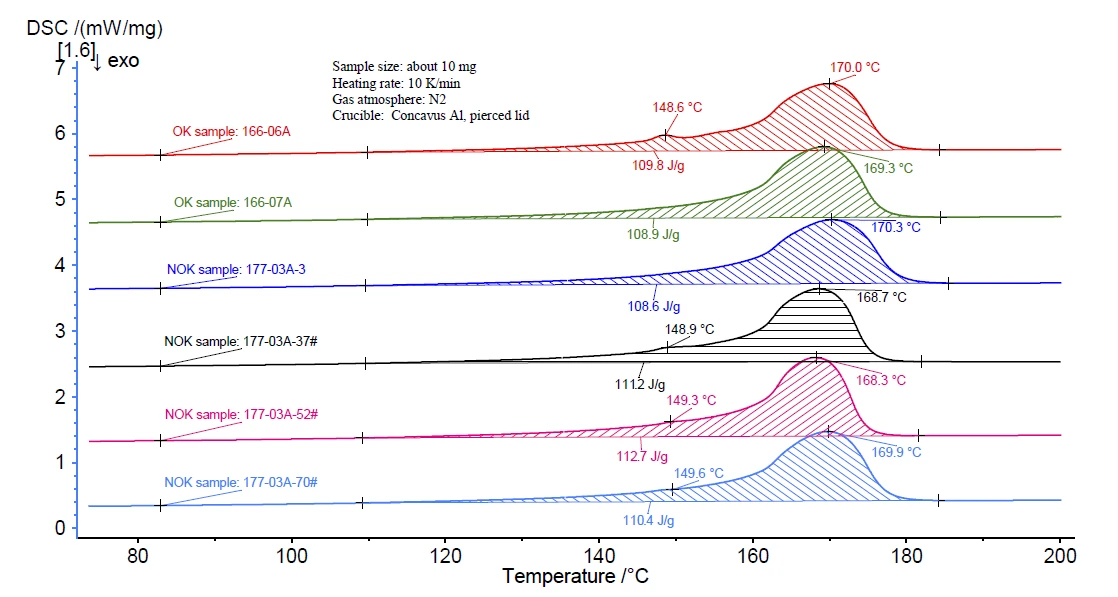
كخطوة أولى، تمت مقارنة سلوك الذوبان لجميع العينات لمعرفة ما إذا كانت هناك أي شوائب، أي مكونات بوليمر أخرى. كما هو موضح في الشكل 1، إلى جانب ذروة الذوبان الرئيسية ل PP عند حوالي 169 درجة مئوية، يمكن رؤية ذروة صغيرة ماصة للحرارة عند 148 درجة مئوية في بعض منحنيات DSC. قد يكون هذا بسبب مكون بوليمر ثانٍ أو مادة مضافة. ومع ذلك، لا يمكن اعتبار هذا الاختلاف كهدف لمراقبة الجودة لأن هذه الذروة الصغيرة يمكن العثور عليها في كل من عينات OK وNOK.
1.2. سلوك الانحلال الحراري
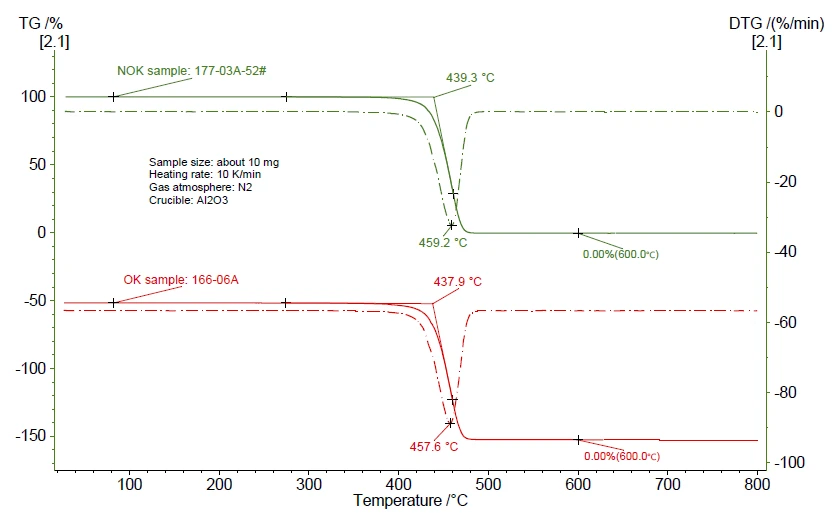
للتأكد من وجود شوائب، تمت مقارنة نتائج التحلل الحراري TGA في الشكل 2. يبدو أن كلاً من عينات OK وNOK تظهر فقدانًا في الوزن بنسبة 100%، ولم يكن هناك فرق واضح بينهما خلال إجراء الانحلال الحراري بأكمله.
1.3. مقارنة OIT
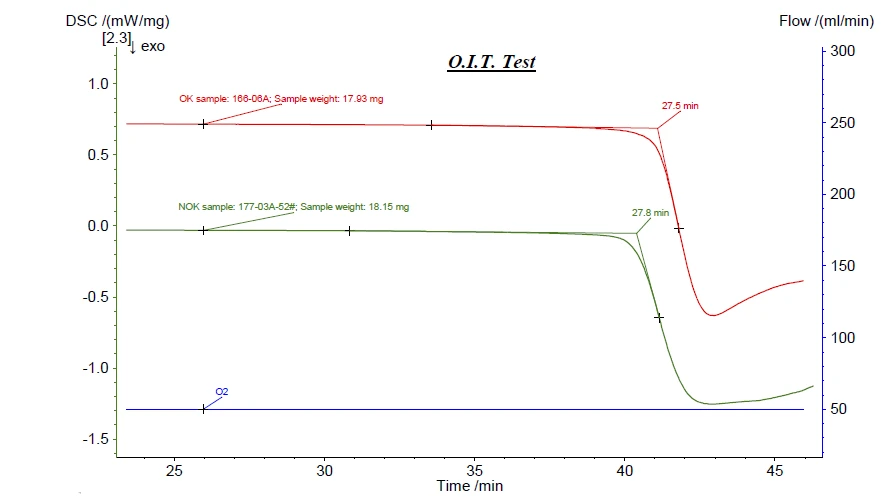
يمكن أن تكون "هشاشة" مواد البوليمر نتيجة لاختلاف استقرار المواد. يمكن التمييز بين المعلومات المتعلقة باستقرار البوليمر من خلال قياسات OIT. ولذلك، كان من المتوقع أن تكون هناك اختلافات في قياس التثبيت البصري لهذه العينات؛ ومن ثم يمكن استخدام هذه النتائج كعتبة لمراقبة الجودة. ولسوء الحظ، كما هو موضح في الشكل 3، لم تكن هناك اختلافات كبيرة في معدل التحول البصري بين عينات OK وعينات NOK.
1.4. سلوك التبلور
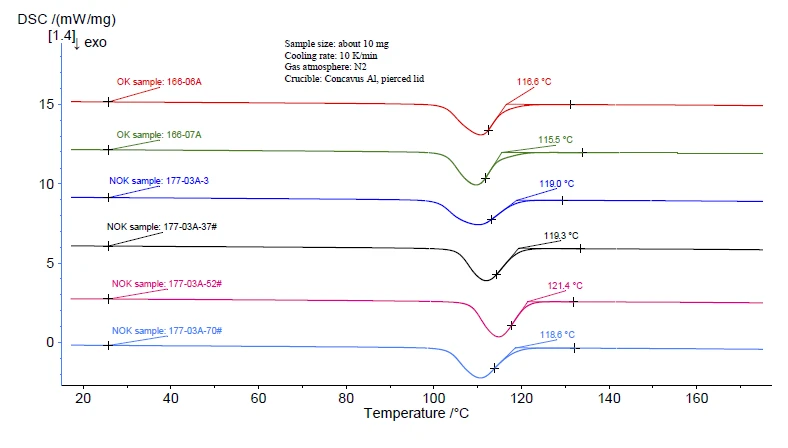
تتضمن عملية تصنيع أفلام PP ذوبان حبيبات PP تليها عملية البثق. يجب أن يحدث إجراء التبريد لإحداث التبلور. ونظرًا لأن سلوك التبلور يمكن أن يكون أيضًا عاملًا يؤثر على جودة المنتج النهائي، فقد تمت مقارنة منحنيات التبريد. وكما هو موضح في الشكل 4، يمكن ملاحظة اختلافات كبيرة في سلوك التبلور بين عينات OK وNOK. أولًا، بداية تبلور عينات OK (115 درجة مئوية تقريبًا) أقل بكثير من عينات NOK (119 درجة مئوية تقريبًا). وهذا يعني أن عينات NOK تتبلور بسهولة أكبر. علاوة على ذلك، يبدو أن منحدر الجانب الأيمن من ذروة DSC لعينات NOK أكثر انحدارًا من عينات OK. وهذا يعني أن عينات NOK تتبلور أيضًا أسرع من عينات OK.
1.5. ملخص الفشل
التحليل استنادًا إلى القياسات والمناقشات السابقة، يمكننا أن نفترض أن مشكلة "الغشاء الهش" ترجع على الأرجح إلى اختلاف سلوك التبلور للمواد الخام. فبالنسبة للمواد الخام التي تتبلور بسهولة أكبر (بداية أعلى)، أو تتبلور بشكل أسرع (انحدار أكثر حدة)، تتكسر الأغشية الناتجة بسهولة أكبر. قد يكون الاختلاف في التبلور ناتجًا عن اختلاف المحتوى فيما يتعلق بعوامل التنوي والجسيمات الدقيقة وما إلى ذلك.
2. معيار مراقبة الجودة
بناءً على الاستنتاج أعلاه، يمكن تركيز معيار مراقبة الجودة على سلوك التبلور. قد يكون الحل الأبسط هو استخدام درجة حرارة بداية التبلور كعتبة لمراقبة الجودة. ومع ذلك، سيتطلب ذلك تقييمًا يدويًا (من قبل المشغل) وقد تكون هناك مشكلات حرجة في حالة قمم وخطوط الأساس التبلور "غير المثالية". علاوةً على ذلك، لا يمكن أن تعكس درجة حرارة البداية الوضع بأكمله فيما يتعلق بسلوك التبلور. لمقارنة سلوك التبلور بطريقة أكثر شمولاً، تقدم NETZSCH الأداة المثالية: حل يسمى Identify.
ببساطة، يمكن من خلال برنامج Identify بناء قاعدة بيانات من منحنيات التبريد لعينات موافق. ثم يقوم البرنامج بعد ذلك بمقارنتها مع منحنيات التبريد لحبيبات PP الواردة، ويمكنه تحديد ما إذا كانت المواد الخام PP الواردة هي "اجتياز مراقبة الجودة" أو "فشل".
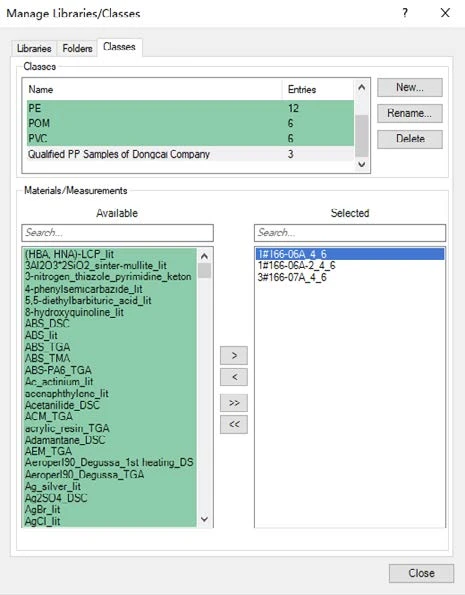
بالنسبة لهذه الحالة، أنشأنا فئة في قاعدة بيانات Identify مع منحنيات التبريد لثلاث عينات "موافق". في سيناريو حقيقي، بالطبع، سيتم تشجيع المزيد من المنحنيات من أجل بناء فئة أكثر موثوقية.
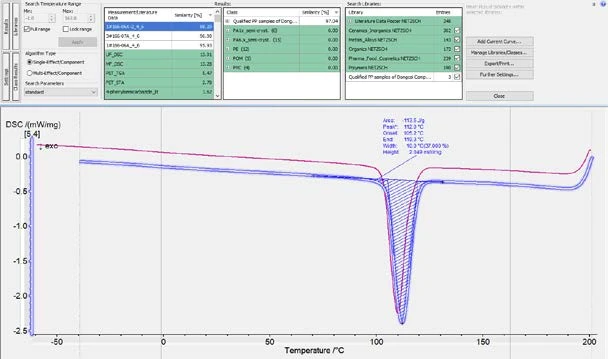
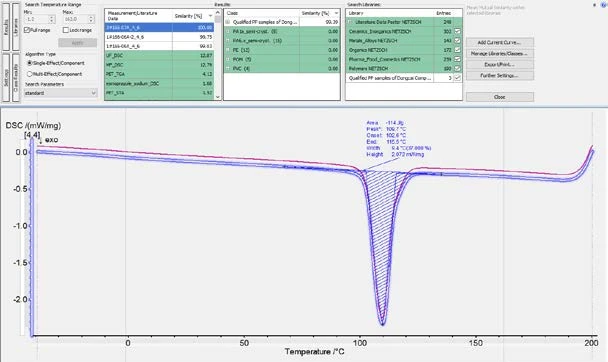
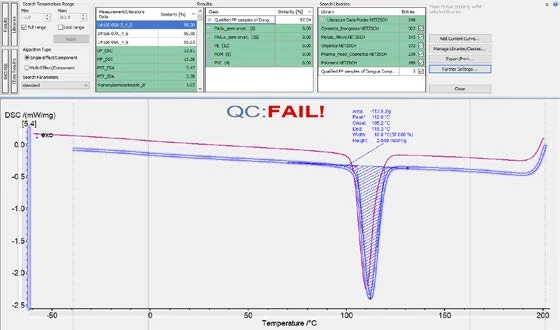
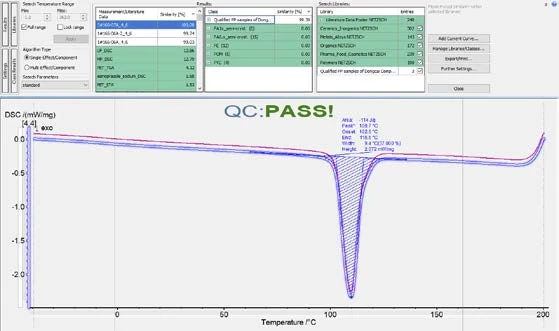
كما هو موضح في الشكلين 6 و7، من الممكن حساب تشابه منحنيات التبريد لعينات OK وNOK مع الفئة. بالنسبة لعينات OK، سيكون التشابه أعلى من 99% وبالنسبة لعينات NOK، سيكون التشابه أقل من 99%. لذلك، من المعقول تعيين عتبة تشابه عند 99%. وهذا يعني أنه يمكن اعتبار العينات "اجتيازًا لمراقبة الجودة" عندما يكون تشابه منحنى التبريد مع فئة OK أعلى من 99%. في الواقع، توفر ميزة Identify وظيفة لتشغيل فحص مراقبة الجودة هذا تلقائيًا.
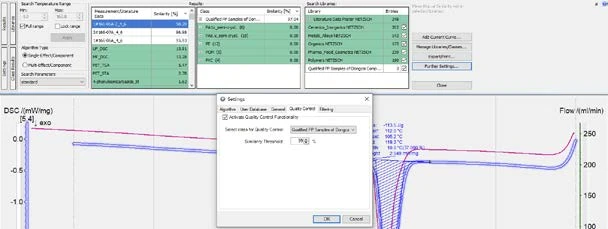
كما هو موضح في الشكل 8، في نافذة "إعدادات أخرى"، يمكن للمستخدم تحديد عتبة (99% في هذه الحالة). بعد ذلك، عندما يتم تحميل منحنى تبريد العينة في برنامج Proteus® ويتم تشغيل برنامج Identify، سيتم حساب تشابه المنحنى مع الفئة، وستظهر علامة مراقبة الجودة "FAIL" أو "PASS" تلقائيًا بناءً على عتبة مراقبة الجودة المحددة مسبقًا (الشكل 9).
الخاتمة
تم إجراء هذه السلسلة الاختبارية لقياسات DSC وTGA بهدف إيجاد مصدر الفشل. وقد تم تحديد أن جودة أغشية PP تعتمد على سلوك تبلور حبيبات PP.
من الممكن استخدام درجة حرارة بداية التبلور لمنحنى التبريد DSC كطريقة بسيطة لمراقبة الجودة.
ومع ذلك، يمكن التوصل إلى حل أكثر شمولاً وموثوقية من خلال تطبيق NETZSCH Identify لمقارنة منحنى تبريد DSC للعينة مع فئة مرجعية، والتي يمكن بناؤها من عدد من منحنيات التبريد لعينات موافق. يمكن لـ Identify حساب تشابه منحنى العينة مع الفئة وتقديم نتائج مراقبة الجودة تلقائيًا عبر عتبة مراقبة الجودة المحددة مسبقًا.