مقدمة
يتم تعبئة العديد من المنتجات الاستهلاكية في أنابيب أو زجاجات حيث ينطوي استخدام المنتج على ضخ المنتج من خلال فوهة. تميل هذه المنتجات إلى أن تكون منتجات مرققة بالقص حيث تنخفض اللزوجة أثناء عملية البثق بسبب زيادة معدل القص، ثم تستعيد اللزوجة عند الخروج من الفوهة مع انخفاض معدل القص. ويرتبط معدل القص الذي يتم مواجهته أثناء هذه العملية بنصف القطر r للفوهة ومعدل التدفق الحجمي Q بالمقدار التالي:
البارامتر n هو مؤشر قانون القوى، وهو واحد للسائل النيوتوني وبين 0-1 للسائل غير النيوتوني. يمكن الحصول على هذه القيمة بسهولة من اختبار معدل القص المتغير من خلال تركيب نموذج قانون قوة على البيانات الناتجة.
من خلال قياس معدل التدفق الحجمي (الحجم المستغنى عنه في وقت معين) ونصف القطر الداخلي للفوهة، يمكن تقدير معدل القص الذي يتم مواجهته أثناء عملية البثق. يمكن بعد ذلك استخدام هذه القيمة في اختبار حلقة معدل القص، والذي يرفع معدل القص من قيمة منخفضة (قبل البثق) إلى معدل القص المطلوب ثم إلى الأسفل مرة أخرى. يسمح مثل هذا الاختبار بتحديد مقدار الضغط المطلوب لبثق المنتج أو رشه أو صبه، ومدى استعادة اللزوجة بعد هذه العملية، والتي ستحدد في النهاية سمك المنتج المستخدم. ويمكن قياس ذلك من خلال قياس المساحة المغلقة بين المنحنيات لأعلى ولأسفل.
تجريبي
- تم تقييم خواص البثق لمعجون الأسنان وغسول الجسم ومقارنتها في ظل الظروف ذات الصلة بالعملية.
- أُجريت قياسات مقياس الانسيابية الدورانية باستخدام مقياس الانسيابية الدورانية Kinexus مع خرطوشة لوحة بلتيير ونظام قياس اللوحة المتوازية الخشنة1، وباستخدام تسلسلات قياسية معدة مسبقًا في برنامج rSpace.
- تم استخدام تسلسل تحميل قياسي لضمان خضوع العينة لبروتوكول تحميل متسق ويمكن التحكم فيه.
- تم إجراء جميع قياسات الريولوجيا عند درجة حرارة 25 درجة مئوية.
- تم حساب معدلات قص البثق ذات الصلة تلقائيًا كجزء من تسلسل الاختبار باستخدام القيم المدخلة للحجم المبثوق وزمن البثق ونصف قطر الفتحة. تمت برمجة الاختبار لاستخدام هذه القيمة المحسوبة كحد أقصى لمعدل القص في منحدر معدل القص "لأعلى ثم لأسفل".
- تم الإبلاغ عن كل من الإجهاد المقاس عند معدل القص المحسوب والمساحة بين المنحنيين "الأعلى والأسفل". ينقل الأول متطلبات الإجهاد اللازمة للبثق والأخير مدى استعادة اللزوجة (الانسيابية) بعد البثق.
النتائج والمناقشة
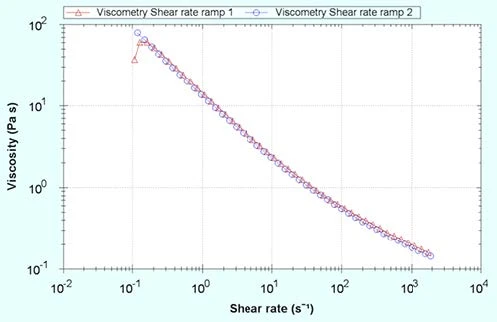
حددت الآلة الحاسبة الأوتوماتيكية معدل القص بحوالي 2000 ث-1 لغسول الجسم وبالتالي أجرت تلقائيًا منحدر معدل القص بين 0.1 ث-1 و2000 ث-1 ثم إلى أعلى مرة أخرى. تُظهر النتائج الموضحة في الشكل 1 أن اللزوجة عند معدل القص التمثيلي تبلغ 0.143 باس وتتطلب إجهاد قص مطبق (مرتبط بالضغط) قدره 274 باسكال لبثق المنتج. وعلاوة على ذلك، ينتج عن تحليل المساحة قيمة 18 فقط مما يشير إلى أن المنتج سيستعيد لزوجته بسرعة بعد البثق وبالتالي فهو غير متباين الخواص.
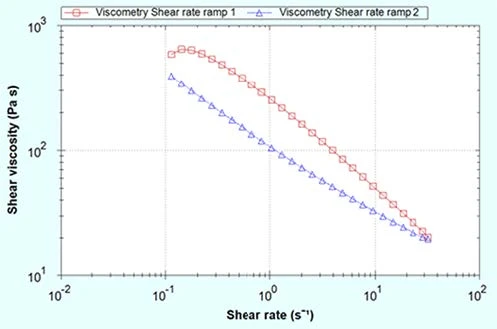
بالنسبة إلى معجون الأسنان الموضح في الشكل 2، تم حساب معدل قص البثق ليكون 33 ث-1 تقريبًا. وتبلغ اللزوجة عند معدل القص التمثيلي 19.73 باس وتتطلب إجهاد قص مطبق قدره 643 باسكال لبثق المنتج. يبدو أن هذه المادة متغيرة الانسيابية نظرًا لأن المنطقة بين المنحنيين العلوي والسفلي لها قيمة أعلى بكثير تبلغ 775. إن الذروة الطفيفة في اللزوجة التي لوحظت في بداية الاختبار لكلا العينتين هي نتيجة تشوه مرن عند بدء التشغيل ومن المتوقع أن تظهر في كلا المنتجين لأن كلاهما له إجهاد خضوع [1].
الاستنتاجات
تم حساب قيمة معدل القص المتعلقة ببثق كريم البشرة من الزجاجة ومعجون الأسنان من الأنبوب وإدخالها تلقائيًا في اختبار معدل القص المنحدر "لأعلى ولأسفل". أظهرت النتائج أن هناك حاجة إلى إجهاد قص 274 باسكال لتوزيع كريم البشرة بالمعدل المطلوب و643 باسكال لمعجون الأسنان. أظهر تحديد المساحة بين المنحنيين لأعلى ولأسفل أن غسول الجسم غير متغيرة الانسيابية بينما أظهر معجون الأسنان سلوكًا متغيرة الانسيابية.
يرجى ملاحظة...
يوصى بإجراء الاختبار باستخدام الهندسة المخروطية والصفيحة أو هندسة الصفيحة المتوازية - مع تفضيل الأخيرة للمشتتات والمستحلبات ذات أحجام الجسيمات الكبيرة. وقد تتطلب هذه الأنواع من المواد أيضًا استخدام هندسة مسننة أو خشنة لتجنب حدوث خلل في الهندسة المتعلقة بالانزلاق على سطح الهندسة.