Введение
Антипирены (FR) уже несколько десятилетий используются для снижения или даже устранения риска возгорания пластиковых компонентов в таких областях, как электроника и автомобильная промышленность. В первые годы стандартными были галогенизированные FR, но все чаще на рынке появляются негалогенизированные варианты. Отчасти это связано с дополнительным риском вдыхания токсичных паров при горении галогенированных FR, а также с изменениями в регулировании и предпочтениях потребителей, когда речь идет об экологичности. Наиболее важной инициативой в настоящее время является "Зеленая сделка" ЕС, которая приведет к появлению широких возможностей и, потенциально, обязательств по переходу на безгалогенные FR. Это станет еще более вероятным, когда произойдет ожидаемый пересмотр RoHS (Restriction of Hazardous Substances).
На рынке существует множество различных решений и многочисленных FR-полимеров. Одним из них является расширяемый графит, который у большинства ассоциируется только с повышенной тепло- и электропроводностью. Однако его уникальные свойства можно использовать и для повышения пожарной безопасности. Для этого large чешуйки природного графита обрабатываются кислотами и окислителями. Благодаря относительно слабым связям (силам Ван-дер-Ваальса) между слоями по сравнению со связями внутри слоя, образовавшееся расстояние между слоями позволяет расширяющимся солям образовывать промежуточный слой - этот процесс называется интеркаляцией. Под воздействием тепла эти соли расширяются и раздвигают отдельные слои графита, что приводит к значительному увеличению объема. Таким образом, расширяющийся графит сочетает в себе сразу два способа обеспечения пожарной безопасности. Во-первых, снижается горючесть компонента, а во-вторых, расширяющийся графит образует защитный дымовой слой в случае пожара. Поэтому их относят к классу барьернообразующих ФР.
В зависимости от типа полимера объемное расширение происходит при разных температурах, что ограничивает группу полимеров, для которых он может использоваться. Одним из типичных полимеров, в которые компаундируются FR, является полиэтилен (PE), который используется для оболочки проводов и кабелей. При экструзии вязкость расплава должна хорошо контролироваться для достижения однородной толщины.
* Интумесцентные покрытия разбухают под воздействием тепла и образуют изоляционную пену, которая защищает основу. За счет эндотермических реакций может быть достигнут эффект охлаждения.

Поэтому количество антипирена имеет решающее значение, поскольку оно влияет не только на достижимые уровни горючести, но и на технологичность.
Чтобы выявить влияние различных количеств расширяемого графита в качестве антипирена на поведение ПЭ при пожаре, образцы различных составов были отлиты под давлением в пластины размером 100 x 100 x 4 мм3 и испытаны в TCC 918 (см. рис. 1). Прибор позволяет определять тепловыделение, потерю массы, плотность и состав дымового газа.
Как выполняется измерение
libraПеред началом испытаний газоаналитическая система (Siemens Oxymat/Ultramat) была заполненаlibraгазами, а C-фактор был проверен с помощью метановой горелки с определенным выделением тепла. Используемый газоанализатор был оснащен опциями O2 иCO2. После нагрева конусного нагревателя затвор закрывался, и горизонтальный держатель с образцом устанавливался на опорную плиту. Затем система автоматически убирала затвор для начала измерений. Испарившиеся газы поджигались автоматической системой зажигания. Условия измерений приведены в таблице 1.
Как связаны между собой тепловыделение, плотность дыма и потеря массы ?
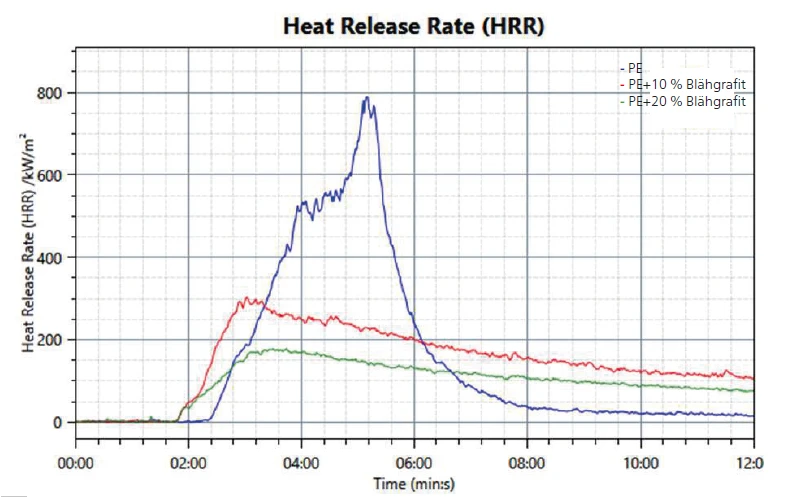
Первый эффект, который можно наблюдать, - это выделение тепла; см. рис. 2. Хотя выделение тепла начинается между 2 и 3 минутами после начала испытания для всех образцов, видно, что для полиэтилена без антипирена (синяя линия) выделение тепла увеличивается и достигает максимума примерно через 5 минут. Для сравнения, оба образца с расширяющимся графитом демонстрируют гораздо меньшее выделение тепла, и этот эффект еще сильнее при большем количестве расширяющегося графита (зеленая линия). Это указывает на барьерные свойства графита после образования дымящегося слоя.
Таблица 1: Условия измерений
| Образцовый станок | Горизонтальный | |
| Тепловой поток | 50 кВт/м² | |
| Номинальный расход воздуха в воздуховоде | 24.0 л/с | |
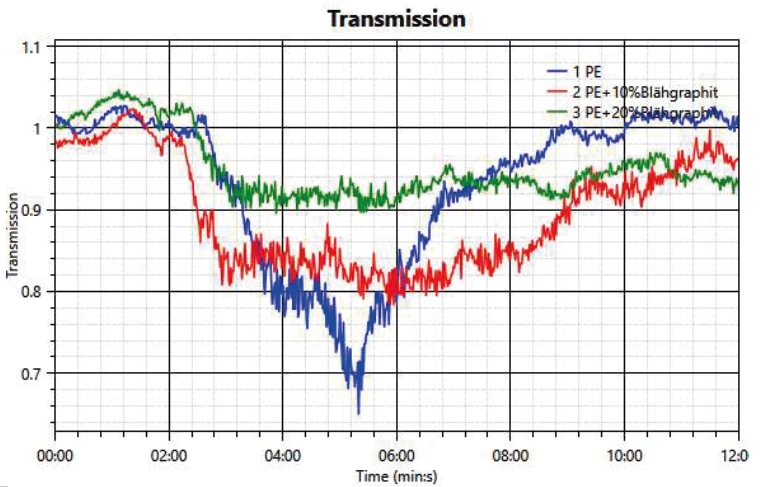
Другим важным анализом является развитие дыма во время пожара. Это измеряется путем обнаружения изменения пропускания, где уменьшение пропускания коррелирует с увеличением плотности дыма. На рисунке 3 показано сравнение измерений трех образцов. Во всех случаях пропускание начинает снижаться примерно через 2 минуты после начала испытаний. Видно, что в случае чистого полиэтилена пропускание падает примерно на 30 %. В обоих образцах с FR падение значительно меньше; потеря передачи составляет всего 20 % при использовании 10 весовых процентов расширяемого графита и 10 % при использовании более высокого количества 20 весовых процентов расширяемого графита.
Горение образца и связанное с ним выделение тепла сопровождается уменьшением массы образцов. Результаты измерений - см. рис. 4 - также хорошо согласуются с измеренными значениями тепловыделения и теплопередачи. Наибольшая потеря массы наблюдается для образца из чистого полиэтилена, за ним следует образец с 10 весовыми процентами расширяемого графита. Наименьшая потеря массы измерена для образца с наибольшим количеством FR: 20 весовых процентов расширяемого графита.
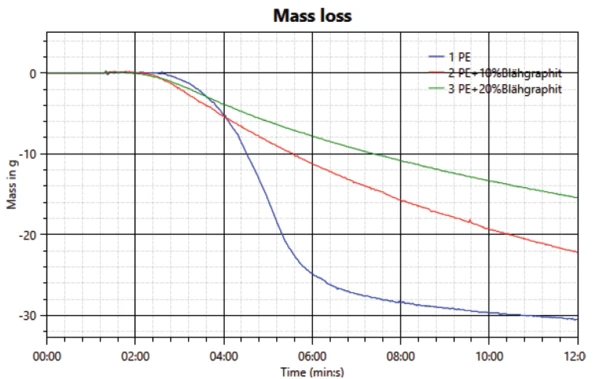
Хотя начало потери массы можно обнаружить примерно через две минуты, изменение веса сначала становится очевидным, когда наблюдается значительное снижение передачи и увеличение теплопередачи.
Какие еще эффекты могут оказывать антипирены?
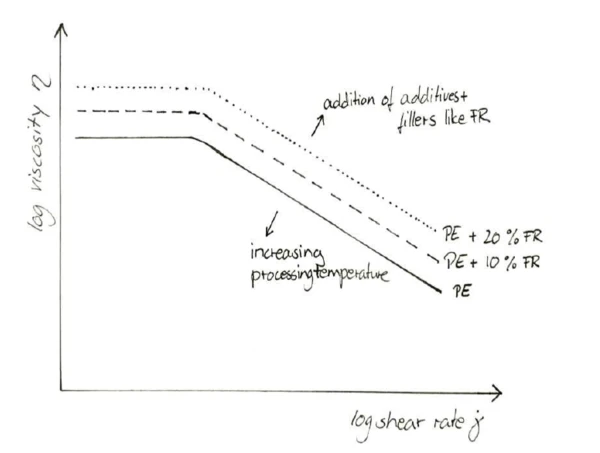
В то время как увеличение количества ФР оказывает снижающее влияние на тепловыделение, потерю массы и увеличение передаточных свойств, изменение вязкости должно быть исследовано и оценено его влияние на поведение при переработке. Как и большинство добавок (за исключением усилителей текучести), ФР увеличивают вязкость расплава в широком диапазоне скоростей сдвига; см. рисунок 5. Это может быть сбалансировано до определенной степени только за счет повышения температуры экструзии. Влияние любого заданного количества FR можно изучить на капиллярном реометре в зависимости от скорости сдвига.
Заключение
Визуальное сравнение различных образцов после испытания показывает, что в необработанном полиэтилене значительно больше трещин и отверстий, обеспечивающих путь для диффузии кислорода. Кроме того, видно, что тепло- и массоперенос ограничены, даже если расширяемый графит продолжает увеличиваться. Таким образом, можно сделать вывод, что огнестойкость расширяющегося графита обусловлена скорее физическим, чем химическим воздействием.
Исследование показывает, что расширяющийся графит является подходящим антипиреном для полиэтилена и что в диапазоне уровней содержания FR, исследованных здесь, можно увеличить эффект за счет использования большего количества FR.