Introduzione
I ritardanti di fiamma (FR) sono stati utilizzati per decenni per ridurre o addirittura eliminare il rischio di incendio nei componenti in plastica per applicazioni quali l'industria elettronica o automobilistica. Nei primi anni, i ritardanti di fiamma alogenati erano la norma, ma sempre più spesso si sono affacciate sul mercato opzioni non alogenate. Ciò è dovuto in parte ai rischi aggiuntivi di inalazione di fumi tossici quando gli FR alogenati bruciano, ma anche ai cambiamenti normativi e alle preferenze dei consumatori in materia di sostenibilità. L'iniziativa più importante in questo momento è il Green Deal dell'UE, che comporterà forti opportunità e, potenzialmente, l'obbligo di passare a FR privi di alogeni. Ciò sarà ancora più probabile quando avverrà la prevista revisione della RoHS (Restriction of Hazardous Substances).
Esistono diverse soluzioni e numerosi polimeri FR disponibili sul mercato. Una di queste è la grafite espandibile, che molti associano solo a una maggiore Conduttività termicaLa conducibilità termica (λ con unità di misura W/(m-K)) descrive il trasporto di energia - sotto forma di calore - attraverso un corpo di massa come risultato di un gradiente di temperatura (vedi fig. 1). Secondo la seconda legge della termodinamica, il calore fluisce sempre nella direzione della temperatura più bassa.conduttività termica ed elettrica. Tuttavia, le sue proprietà uniche possono essere utilizzate anche per aumentare la sicurezza antincendio. Per ottenere questo risultato, large fiocchi di grafite naturale vengono trattati con acidi e agenti ossidanti. A causa dei legami relativamente deboli (forze di Van der Waals) tra gli strati rispetto a quelli all'interno di uno strato, la distanza risultante tra gli strati permette ai sali espandibili di formare uno strato intermedio - un processo chiamato intercalazione. Questi sali si espandono e allontanano i singoli strati di grafite quando sono sottoposti a calore, determinando un enorme aumento di volume. In questo modo, la grafite espandibile combina contemporaneamente due modalità di sicurezza antincendio. In primo luogo, l'infiammabilità del componente è ridotta; in secondo luogo, la grafite espandibile forma uno strato protettivo intumescente in caso di incendio. Pertanto, appartengono alla classe degli FR barriera.
A seconda del tipo di polimero, l'Espansione volumetricaIl volume di un gas, di un solido o di un liquido cambia se cambiano la temperatura, la pressione o le forze che agiscono su quel gas/solido/liquido. Nel caso dell'analisi termica, si tratta di variazioni dipendenti dalla temperatura.espansione volumetrica avviene a temperature diverse, il che limita il gruppo di polimeri per cui può essere utilizzata. Uno dei polimeri tipici in cui vengono composti gli FR è il polietilene (PE), utilizzato per le guaine di fili e cavi. In questa applicazione di estrusione, la viscosità della massa fusa deve essere ben controllata per ottenere spessori omogenei.
* I rivestimenti intumescenti si gonfiano quando sono esposti al calore e formano una schiuma isolante che protegge il substrato. Grazie alle reazioni endotermiche, è possibile ottenere un effetto di raffreddamento.

Pertanto, la quantità di ritardante di fiamma è fondamentale, perché non solo influisce sui livelli di infiammabilità raggiungibili, ma anche sulla lavorabilità.
Per evidenziare l'effetto di diverse quantità di grafite espandibile come ritardante di fiamma sul comportamento al fuoco del PE, campioni dei diversi composti sono stati stampati a iniezione in lastre di 100 x 100 x 4 mm3 e testati nel TCC 918 (vedi figura 1). Lo strumento consente di determinare il rilascio di calore, la perdita di massa, la densità e la composizione dei fumi.
Come viene eseguita la misurazione
Prima di iniziare le prove, il sistema di analisi dei gas (Siemens Oxymat/Ultramat) è stato calibratificato con gas di calibratazione e il fattore C è stato controllato utilizzando il bruciatore di metano con un rilascio di calore definito. L'analizzatore di gas utilizzato era dotato di opzione O2 eCO2. Dopo aver riscaldato il riscaldatore a cono, l'otturatore è stato chiuso e il portacampioni orizzontale con il campione è stato montato sulla piastra di massa. Quindi, il sistema ha rimosso automaticamente l'otturatore per l'inizio della misurazione. I gas evaporati sono stati accesi dal sistema di accensione automatica. Le condizioni di misurazione sono riassunte nella tabella 1.
Come sono collegati il rilascio di calore, la densità del fumo e la perdita di massa ?
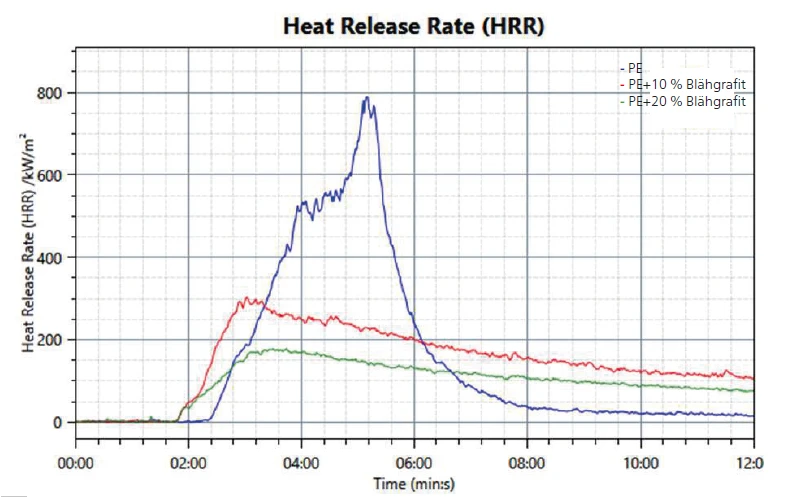
Il primo effetto che si osserva è il rilascio di calore; si veda la figura 2. Mentre il rilascio di calore inizia tra i 2 e i 3 minuti dopo l'inizio del test per tutti i campioni, si può notare che per il PE senza ritardante di fiamma (linea blu), il rilascio di calore aumenta e raggiunge il massimo a circa 5 minuti. In confronto, entrambi i campioni con grafite espandibile mostrano un rilascio di calore molto più basso e l'effetto è ancora più forte con una quantità maggiore di grafite espandibile (linea verde). Ciò indica le proprietà di barriera della grafite una volta che si è formato lo strato intumescente.
Tabella 1: Condizioni di misura
| Campione di hoder | Orizzontale | |
| Flusso di calore | 50 kW/m² | |
| Portata nominale del condotto | 24.0 l/s | |
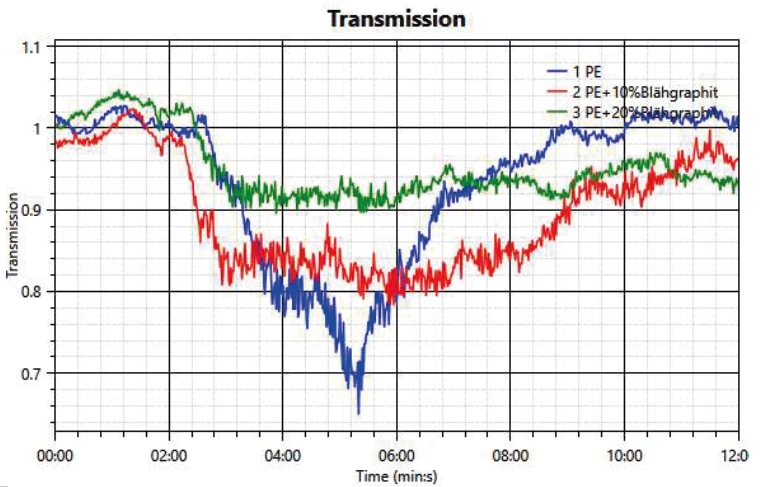
Un'altra analisi importante è lo sviluppo del fumo durante l'incendio. Questo viene misurato rilevando una variazione della trasmissione, dove la diminuzione della trasmissione è correlata all'aumento della densità del fumo. Nella figura 3 sono confrontate le misure dei 3 campioni. In tutti i casi, la trasmissione inizia a ridursi dopo circa 2 minuti di test. Si può notare che nel caso del PE puro, la trasmissione diminuisce di circa il 30%. In entrambi i campioni con FR, il calo è significativamente inferiore; la perdita di trasmissione è solo del 20% con il 10 wt% di grafite espandibile e del 10% con la quantità maggiore di 20 wt% di grafite espandibile.
La combustione del campione e il conseguente rilascio di calore sono accompagnati da una riduzione del peso dei campioni. Anche i risultati misurati - vedi figura 4 - sono in buon accordo con il rilascio di calore e la trasmissione misurati. La perdita di massa più elevata si osserva per il campione di PE puro, seguito dal campione con il 10 % di grafite espandibile. La perdita di massa più bassa è stata misurata per il campione con la più alta quantità di FR: 20 wt% di grafite espandibile.
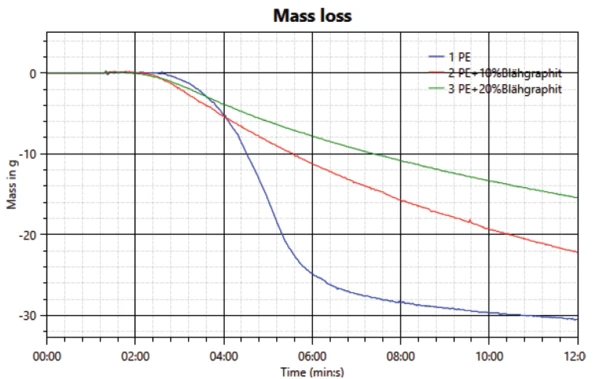
Mentre l'inizio della perdita di massa può essere rilevato dopo circa due minuti, la variazione di peso diventa fortemente evidente quando si osserva un calo significativo della trasmissione e un aumento del trasferimento di calore.
Quali altri effetti possono avere i ritardanti di fiamma?
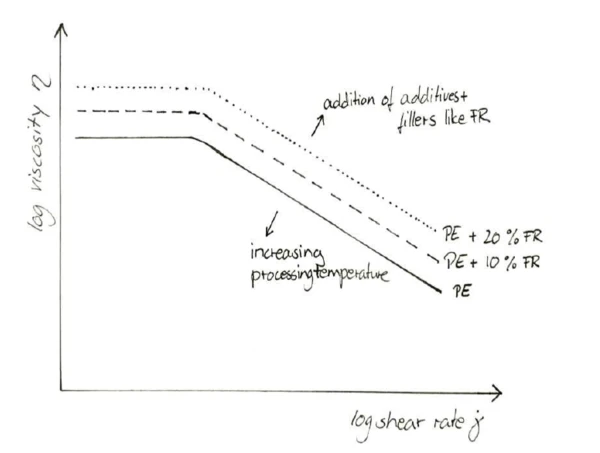
Mentre le quantità più elevate di FR hanno un effetto decrescente sul rilascio di calore, sulla perdita di massa e sull'aumento della proprietà di trasmissione, è necessario studiare la variazione della viscosità e valutarne l'effetto sul comportamento di lavorazione. Come la maggior parte degli additivi (esclusi gli esaltatori di flusso), gli FR aumentano la viscosità della massa fusa in un'ampia gamma di velocità di taglio; si veda la figura 5. Questo può essere bilanciato solo in parte. Questo fenomeno può essere bilanciato solo in una certa misura aumentando la temperatura di estrusione. L'effetto di una determinata quantità di FR può essere studiato in un reometro capillare in funzione della velocità di taglio.
Conclusione
Confrontando visivamente i diversi campioni dopo il test, si nota che il PE non trattato presenta un numero significativamente maggiore di crepe e fori, che forniscono un percorso per la diffusione dell'ossigeno. Si può inoltre notare che il trasferimento di calore e di massa è limitato, anche se la grafite espandibile continua ad aumentare. Si può quindi concludere che la resistenza al fuoco della grafite espandibile deriva più da un'azione fisica che chimica.
Lo studio dimostra che la grafite espandibile è un ritardante di fiamma adatto per il PE e che, nell'ambito dei livelli di contenuto di FR qui analizzati, è possibile aumentarne l'effetto utilizzando quantità maggiori di FR.