
07.10.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Как наполнители повышают изотропность или анизотропность деталей SLS за счет их выравнивания
Как правило, добавление наполнителей приводит к увеличению механических характеристик. Хотя для влияния на прочность компонентов необходима критическая длина наполнителей, жесткость увеличивается уже при использовании наполнителей с соотношением сторон small. Чтобы понять, как изменяется жесткость или модуль упругости в зависимости от геометрии наполнителя и его содержания, можно использовать динамический механический анализ (DMA). Узнайте больше в нашей статье!
Полимеры дают усадку. Большая часть усадки происходит на этапе охлаждения полимера. Одним из способов уменьшения усадки является добавление наполнителей. Преимущества этого способа обсуждались в предыдущей статье.
Добавление наполнителей приводит к увеличению механических характеристик. Хотя для влияния на прочность компонентов необходима критическая длина наполнителей, жесткость увеличивается уже при использовании наполнителей с соотношением сторон small. В исследовании, проведенном Институтом полимерных технологий при Университете Эрлангена-Нюрнберга [1], теплопроводные медные наполнители смешивались с порошком PA12 с разным объемным содержанием для оценки изменения свойств и характеристик.
Анализ изменений жесткости с помощью динамического механического анализа
Чтобы понять, как изменяется жесткость или модуль упругости в зависимости от геометрии наполнителя и его содержания, можно использовать динамический механический анализ (ДМА). В компании NETZSCH Analyzing & Testing ненаполненные образцы, а также образцы, наполненные медными сферами (5 и 10 об. %) и медными хлопьями (5 об. %), были проанализированы с помощью прибора NETZSCH DMA 242 E Artemis.
Подготовка образцов и условия измерения
Образцы размером 50 ммx10 ммx4,5 мм были вырезаны из образцов собачьей кости. Особое внимание следует уделить равномерности толщины образца, поскольку данный метод измерения очень чувствителен к любым отклонениям. Например, в процессе SLS может произойти боковой рост деталей, когда расплав внутри порошкового слоя настолько горячий, что твердые частицы начинают спекаться на поверхности. В данных образцах этого не наблюдалось, поэтому дополнительная обработка поверхности не потребовалась.
Для проведения измерений образцы были помещены в приспособление для изгиба шириной 40 мм.libraПосле первоначального охлаждения и выравнивания образцы нагревались от -50°C до 180°C со скоростью 2 К/мин, что чуть ниже температуры плавления материала и охватывает все возможные условия эксплуатации. Все условия измерений сведены в следующую таблицу:
Таблица 1: Условия измерений
| Держатель образца | трехточечный изгиб, длина пролета 40 мм |
| Пропорциональный коэффициент силы | 1.2 |
| Динамическая нагрузка | макс. 10 N |
| Амплитуда | 30 мкм |
| Частота | 1 Гц |
| Диапазон температур | -50...180°C при скорости нагрева 2 K/мин |
Влияние медных наполнителей на модуль упругости
С результатами исследования чистого PA12 и его влияния на коробление деталей SLS можно ознакомиться здесь.
График на рис. 1 показывает кривую модуля упругости E' для чистого PA12, а также образцов с 5 и 10 об. % медных сфер и 5 об. % медных хлопьев. Видно, что общее поведение всех образцов очень похоже. Более того, начало падения модуля при стекловании и при плавлении происходит в узких температурных диапазонах 2°C и 4°C, соответственно.
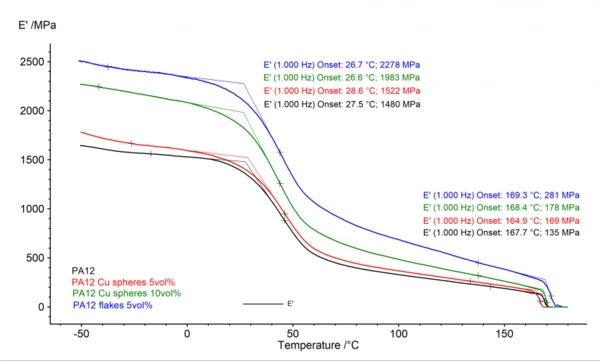
Если посмотреть на значения модуля упругости различных образцов, то, как и ожидалось, самые низкие значения у чистого PA12 (например, 1480 МПа при 27,5°C и 135 МПа при 167,7°C). Модуль упругости образцов, наполненных 5 об. % сфер Cu, имеет несколько более высокие значения. Значительное увеличение наблюдается при использовании 10 об. % сфер Cu, что показывает, что даже наполнители с аспектным отношением = 1 могут увеличить жесткость материала при достаточно высоком содержании наполнителя. Однако можно заметить, что самые высокие значения модуля упругости получены при использовании 5 об. % медных хлопьев (например, 2278 МПа при 26,7°C). Этот модуль при начале стеклования на 54 % выше у хлопьев по сравнению с чистым ПА12. Это можно объяснить преобладающей ориентацией хлопьев в плоскости xy, которая совпадает с осью испытаний в приспособлении для изгиба. Преобладающая ориентация хлопьев была показана и проанализирована в данной статье.
Влияние медных наполнителей на модуль потерь и тангенс δ
На рис. 2 показаны результаты измерения модуля потерь E" и тангенса угла потерь δ для тех же образцов, что и на рис. 1.
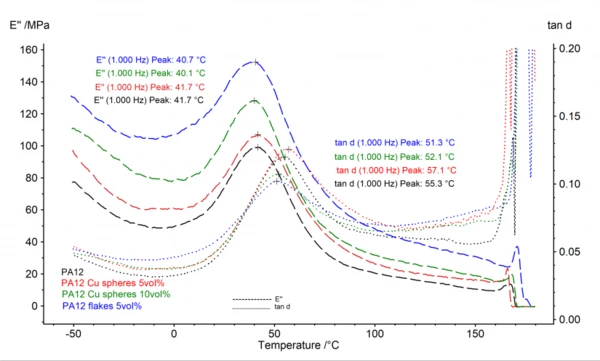
Эти результаты также показывают, что характерные максимумы не зависят от вариаций исследуемых образцов.
Как успешно изменить характеристики материала
Измерения подтверждают, что жесткость деталей SLS увеличивается при добавлении наполнителей независимо от их аспектного соотношения. Кроме того, показано, что для наполнителей с более высоким аспектным отношением, таких как хлопья Cu, даже содержание наполнителя small может оказать значительное влияние, например, увеличить модуль упругости на 54 %. Это может быть использовано для модификации характеристик материала без перехода на совершенно новый полимер, который может быть трудно переработать в процессе SLS.
Об Институте полимерных технологий (LKT)
arcИнститут полимерных технологий - это академический институт при Университете Фридриха-Александра в Эрлангене-Нюрнберге.arcИнститут является одним из лидеров в области аддитивного производства, в частности SLS.arcarcПомимо этих направлений, институт работает над такими междисциплинарными темами, как компаундирование наполнителей, моделирование процессов переработки и применения, радиационное сшивание термопластов, щадящая обработка и многое другое.
Источники
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019

Бесплатная электронная книга
Термический анализ и реология в аддитивном производстве полимеров
Откройте для себя секреты, лежащие в основе революционных возможностей АМ! Наша новая электронная книга глубоко погружается в суть АМ, раскрывая возможности надежных методов определения характеристик материалов, в частности термического анализа и реологии.