
07.10.2021 von Dr. Natalie Rudolph, Rüdiger Sehling
How Fillers Increase Isotropic or Anisotropic Behavior of SLS Parts through Their Alignment
In general, the addition of fillers leads to an increase in mechanical performance. While a critical length of the fillers is needed to have an effect on the strength of components, the stiffness is already increased with fillers with small aspect ratios. To understand how the stiffness or modulus change as a function of the filler geometry and filler content, Dynamic Mechanical Analysis (DMA) can be used. Learn more in our article!
Polymers shrink. Most of the shrinkage happens during the cooling step of polymer processing. A way to reduce shrinkage is the addition of fillers. The advantages were discussed in a previous article.
The addition of fillers leads to an increase in mechanical performance. While a critical length of the fillers is needed to have an effect on the strength of components, the stiffness is already increased with fillers with small aspect ratios. In a study performed by the Institute of Polymer Technology at the University of Erlangen-Nuremberg [1], thermally conductive copper fillers were mixed with PA12 powder in varying volume contents to evaluate the change in properties and performance.
Analyzing changes in stiffness with Dynamic Mechanical Analysis
To understand how the stiffness or modulus change as a function of the filler geometry and filler content, Dynamic Mechanical Analysis (DMA) can be used. At NETZSCH Analyzing & Testing, unfilled samples as well as samples filled with copper spheres (5 and 10 vol%) and copper flakes (5 vol%) were analyzed using the NETZSCH DMA 242 E Artemis.
Sample preparation and measurement conditions
Samples of 50mmx10mmx4.5 mm were cut from dog bone specimens. Special care needs to be taken to ensure that the sample thickness is uniform as this measurement method is very sensitive to any deviations. In the SLS process, for example, lateral growth of the parts can occur when the melt inside the powder bed is so hot that solid particles start sintering onto the surface. This was not observed in these samples and thus, no additional surface treatments were needed.
For the measurement, the samples were then loaded in the 40-mm wide flexural fixture. Following an initial cooling and equilibration step, the samples were heated from -50°C to 180°C at 2 K/min, which is just below the melting temperature of the material and covers all possible service conditions. All measurement conditions are summarized in the following table:
Table 1: Measurement conditions
| Sample holder | 3 point bending, 40 mm span length |
| Proportional force factor | 1.2 |
| Dynamic load | max. 10 N |
| Amplitude | 30 µm |
| Frequency | 1 Hz |
| Temperature range | -50…180°C at a heating rate of 2 K/min |
Influence of copper fillers on the storage modulus
The results of neat PA12 and their effect on warpage of SLS parts can be found here.
The graph in Figure 1 shows the storage modulus curve E’ for neat PA12 as well as the samples with 5 and 10 vol% copper spheres and 5 vol% copper flakes. It can be seen that the general behavior of all samples is very similar. Furthermore, the onset of the modulus drop at the glass transition and at melting happens in tight temperature ranges of 2°C and 4°C, respectively.
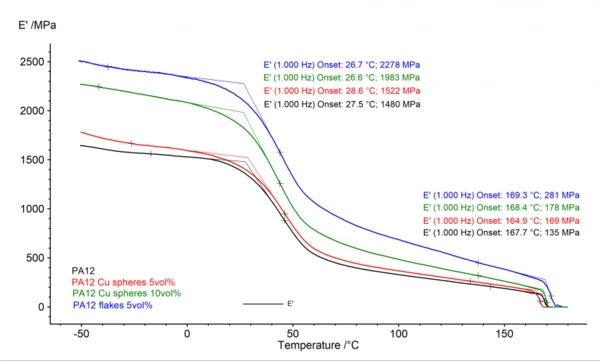
Looking at the modulus values of the different samples shows – as expected – the lowest values of the neat PA12 (e.g., 1480 MPa at 27.5°C and 135 MPa at 167.7°C). The modulus of the samples filled with 5 vol% Cu spheres shows slightly higher values. A significant increase is observed with 10 vol% Cu spheres, which shows that even fillers with aspect ratio = 1 can increase the stiffness of the material when a high enough filler content is used. However, it can be seen that the highest modulus values are obtained with 5 vol% copper flakes (e.g., 2278 MPa at 26.7°C). This modulus at the onset of the glass transition is 54% higher with the flakes compared to the neat PA12. This can be explained by the predominant orientation of the flakes in the xy-plane, which is aligned with the axis of testing in the flexural fixture. The predominant orientation of flakes was shown and analyzed in this article.
Influence of copper fillers on loss modulus and tan δ
Figure 2 shows the results of the Viscous modulusThe complex modulus (viscous component), loss modulus, or G’’, is the “imaginary” part of the samples the overall complex modulus. This viscous component indicates the liquid like, or out of phase, response of the sample being measurement. loss modulus E“ and tan δ of the same samples as presented in Figure 1.
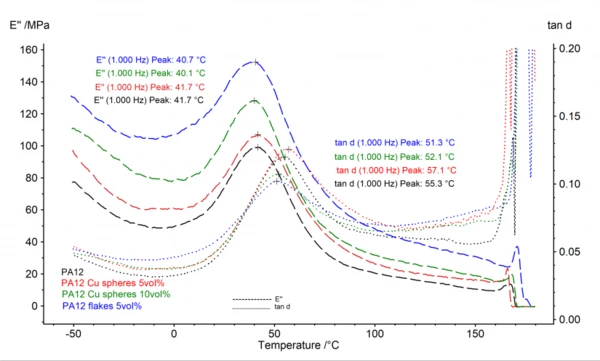
These results also show that the characteristic maxima are independent of the sample variations investigated.
How to successfully modify material performance
The measurements confirm that the stiffness of the SLS parts is increased by the addition of fillers regardless of their aspect ratio. It is further shown that for fillers with higher aspect ratios such as the Cu flakes, even small filler contents can have significant influence such as a 54% increase in modulus. This can be used to modify the material performance without changing to a completely new polymer, which might be difficult to process in the SLS process.
About the Institute of Polymer Technology (LKT)
The Institute of Polymer Technology is an academic research institute at the Friedrich-Alexander University of Erlangen-Nuremberg. It is one of the leaders in Additive Manufacturing research; particularly SLS. Other main research areas include Lightweight Design and FRP, Materials and Processing, Joining Technology and Tribology. In addition to these research focuses, the institute is also working on cross-disciplinary topics such as Filler Material Compounding, Simulation of Processing and Applications, Radiation Cross-linked Thermoplastics, Gentle Processing and many more.
Sources
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019

FREE E-Book
Thermal Analysis and Rheology in Polymer Additive Manufacturing
Discover the secrets behind AM's game-changing capabilities! Our newly released ebook delves deep into the heart of AM, unveiling the power of reliable material characterization techniques, specifically thermal analysis and rheology.