
07.10.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Miten täyteaineet lisäävät SLS-osien isotrooppista tai anisotrooppista käyttäytymistä niiden kohdistamisen avulla?
Yleensä täyteaineiden lisääminen lisää mekaanista suorituskykyä. Vaikka täyteaineiden kriittinen pituus on tarpeen, jotta ne vaikuttaisivat komponenttien lujuuteen, jäykkyys kasvaa jo täyteaineiden kanssa, joiden kuvasuhde on small. Dynaamisen mekaanisen analyysin (DMA) avulla voidaan ymmärtää, miten jäykkyys tai moduuli muuttuu täyteaineen geometrian ja täyteainepitoisuuden funktiona. Lue lisää artikkelistamme!
Polymeerit kutistuvat. Suurin osa kutistumisesta tapahtuu polymeerin käsittelyn jäähdytysvaiheessa. Kutistumista voidaan vähentää lisäämällä täyteaineita. Etuja käsiteltiin aiemmassa artikkelissa.
Täyteaineiden lisääminen parantaa mekaanista suorituskykyä. Vaikka täyteaineiden kriittinen pituus on tarpeen, jotta niillä olisi vaikutusta komponenttien lujuuteen, jäykkyys kasvaa jo täyteaineilla, joiden sivusuhteet ovat small. Erlangen-Nürnbergin yliopiston polymeeriteknologian instituutin tekemässä tutkimuksessa [1] lämpöä johtavia kuparitäyteaineita sekoitettiin PA12-jauheeseen vaihtelevina tilavuuspitoisuuksina ominaisuuksien ja suorituskyvyn muutoksen arvioimiseksi.
Jäykkyyden muutosten analysointi dynaamisen mekaanisen analyysin avulla
Dynaamisen mekaanisen analyysin (DMA ) avulla voidaan ymmärtää, miten jäykkyys tai moduuli muuttuu täyteaineen geometrian ja täyteainepitoisuuden funktiona. Osoitteessa NETZSCH Analyzing & Testing analysoitiin täyttämättömiä näytteitä sekä kuparipalloilla (5 ja 10 tilavuusprosenttia) ja kuparihiutaleilla (5 tilavuusprosenttia) täytettyjä näytteitä NETZSCH DMA 242 E Artemis-laitteella.
Näytteen valmistelu ja mittausolosuhteet
Koiran luunäytteistä leikattiin 50 mmx10 mmx4,5 mm kokoiset näytteet. Erityisen huolellisesti on varmistettava, että näytteen paksuus on tasainen, koska tämä mittausmenetelmä on hyvin herkkä poikkeamille. Esimerkiksi SLS-prosessissa kappaleiden sivuttaiskasvua voi tapahtua, kun jauhepeti sisällä oleva sula on niin kuuma, että kiinteät hiukkaset alkavat sintraantua pinnalle. Tätä ei havaittu näissä näytteissä, joten ylimääräisiä pintakäsittelyjä ei tarvittu.
Mittausta varten näytteet kuormitettiin sitten 40 mm leveään taivutuskiinnikkeeseen. Alkujäähdytyksen ja tasapainotusvaiheen jälkeen näytteitä lämmitettiin -50 °C:sta 180 °C:seen nopeudella 2 K/min, joka on hieman materiaalin sulamislämpötilan alapuolella ja kattaa kaikki mahdolliset käyttöolosuhteet. Seuraavassa taulukossa on yhteenveto kaikista mittausolosuhteista:
Taulukko 1: Mittausolosuhteet
| Näytteen pidin | 3 pisteen taivutus, 40 mm:n jänneväli |
| Suhteellinen voimakerroin | 1.2 |
| Dynaaminen kuormitus | max. 10 N |
| Amplitudi | 30 µm |
| Taajuus | 1 Hz |
| Lämpötila-alue | -50...180 °C lämmitysnopeudella 2 K/min |
Kuparitäyteaineiden vaikutus varastointimoduuliin
Puhtaan PA12:n tulokset ja niiden vaikutus SLS-kappaleiden vääntymiseen on esitetty täällä.
Kuvassa 1 olevassa kuvaajassa esitetään varastointimoduulin E' käyrä puhtaalle PA12:lle sekä näytteille, joissa on 5 ja 10 tilavuusprosenttia kuparipalloja ja 5 tilavuusprosenttia kuparihiutaleita. Voidaan nähdä, että kaikkien näytteiden yleinen käyttäytyminen on hyvin samanlaista. Lisäksi moduulin aleneminen lasisiirtymässä ja sulamisessa tapahtuu tiukoilla 2 °C:n ja 4 °C:n lämpötila-alueilla.
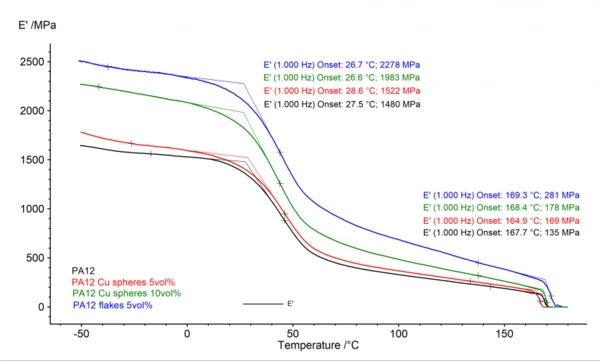
Kun tarkastellaan eri näytteiden moduuliarvoja, voidaan odotetusti havaita, että puhtaalla PA12:lla on alhaisimmat arvot (esim. 1480 MPa 27,5 °C:ssa ja 135 MPa 167,7 °C:ssa). Näytteiden, jotka on täytetty 5 tilavuusprosentin Cu-palloilla, moduuli on hieman korkeampi. Merkittävää kasvua havaitaan 10 tilavuusprosentin Cu-palloilla, mikä osoittaa, että jopa täyteaineet, joiden kuvasuhde = 1, voivat lisätä materiaalin jäykkyyttä, kun käytetään riittävän suurta täyteainepitoisuutta. On kuitenkin nähtävissä, että korkeimmat moduuliarvot saadaan 5 tilavuusprosentin kuparihiutaleilla (esim. 2278 MPa 26,7 °C:ssa). Tämä moduuli lasimuutoksen alkamishetkellä on 54 % suurempi hiutaleilla kuin puhtaalla PA12:lla. Tämä voidaan selittää hiutaleiden pääasiallisella suuntautumisella xy-tasossa, joka on linjassa taivutuslaitteen testausakselin kanssa. Hiutaleiden vallitseva orientaatio osoitettiin ja analysoitiin tässä artikkelissa.
Kuparitäyteaineiden vaikutus häviömoduuliin ja tan δ:hen
Kuvassa 2 esitetään samojen näytteiden häviömoduulin E" ja tan δ tulokset kuin kuvassa 1.
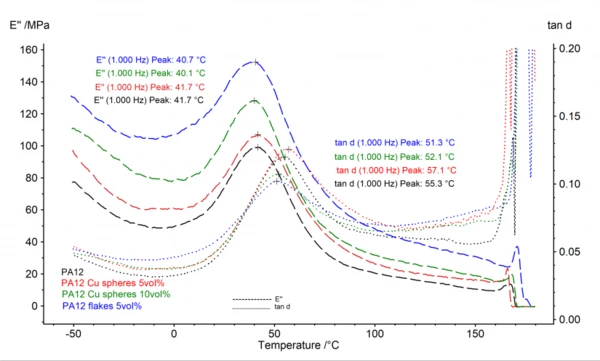
Nämä tulokset osoittavat myös, että ominaismaksimit ovat riippumattomia tutkituista näytteen vaihteluista.
Miten materiaalin suorituskykyä muutetaan onnistuneesti
Mittaukset vahvistavat, että SLS-kappaleiden jäykkyys kasvaa täyteaineiden lisäämisen ansiosta niiden kuvasuhteesta riippumatta. Lisäksi osoitetaan, että korkeamman kuvasuhteen omaavien täyteaineiden, kuten Cu-hiutaleiden, osalta jopa small täyteainepitoisuudet voivat vaikuttaa merkittävästi, esimerkiksi moduuli kasvaa 54 prosenttia. Tätä voidaan käyttää materiaalin suorituskyvyn muuttamiseen ilman, että vaihdetaan täysin uuteen polymeeriin, jota voisi olla vaikea käsitellä SLS-prosessissa.
Tietoja Polymeeriteknologian instituutista (LKT)
Polymeeriteknologian instituutti on Erlangen-Nürnbergin Friedrich-Alexander-yliopiston akateeminen tutkimuslaitos. Se on yksi johtavista laitoksista additiivisen valmistuksen tutkimuksessa, erityisesti SLS-tekniikassa. Muita päätutkimusalueita ovat kevytrakenteiden suunnittelu ja lujitemuovit, materiaalit ja prosessointi, liitostekniikka ja tribologia. Näiden tutkimuspainopisteiden lisäksi instituutti työskentelee myös poikkitieteellisten aiheiden parissa, kuten täyteaineiden sekoittaminen, prosessoinnin ja sovellusten simulointi, säteilyllä silloitetut kestomuovit, hellävarainen prosessointi ja monet muut.
Lähteet
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019

ILMAINEN E-kirja
Lämpöanalyysi ja reologia polymeerien lisäainevalmistuksessa
Tutustu salaisuuksiin AM:n peliä muuttavien kykyjen takana! Äskettäin julkaistussa e-kirjassamme pureudutaan syvälle AM:n ytimeen ja paljastetaan luotettavien materiaalin karakterisointitekniikoiden, erityisesti lämpöanalyysin ja reologian, voima.