
07.10.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Hur fyllmedel ökar det isotropa eller anisotropa beteendet hos SLS-delar genom att de riktas in
I allmänhet leder tillsatsen av fyllmedel till en ökning av den mekaniska prestandan. Medan det krävs en kritisk längd på fyllmedlen för att påverka komponenternas hållfasthet, ökar styvheten redan med fyllmedel med small aspektförhållanden. För att förstå hur styvheten eller modulen förändras som en funktion av fyllmedelsgeometrin och fyllmedelsinnehållet kan dynamisk mekanisk analys (DMA) användas. Läs mer i vår artikel!
Polymerer krymper. Den största delen av krympningen sker under kylningssteget vid polymerbearbetning. Ett sätt att minska krympningen är att tillsätta fyllmedel. Fördelarna med detta diskuterades i en tidigare artikel.
Tillsats av fyllmedel leder till en ökning av den mekaniska prestandan. Även om det krävs en kritisk längd på fyllmedlen för att påverka komponenternas hållfasthet, ökar styvheten redan med fyllmedel med small aspektförhållande. I en studie utförd av Institute of Polymer Technology vid University of Erlangen-Nuremberg [1] blandades termiskt ledande kopparfyllmedel med PA12-pulver i varierande volyminnehåll för att utvärdera förändringen i egenskaper och prestanda.
Analys av förändringar i styvhet med dynamisk mekanisk analys
För att förstå hur styvheten eller modulen förändras som en funktion av fyllmedelsgeometrin och fyllmedelsinnehållet kan dynamisk mekanisk analys (DMA) användas. På NETZSCH Analyzing & Testing analyserades ofyllda prover samt prover fyllda med kopparsfärer (5 och 10 vol%) och kopparflingor (5 vol%) med hjälp av NETZSCH DMA 242 E Artemis.
Provberedning och mätförhållanden
Prover på 50 mm x 10 mm x 4,5 mm skars ut från hundbensprover. Särskild försiktighet måste iakttas för att säkerställa att provets tjocklek är enhetlig eftersom denna mätmetod är mycket känslig för avvikelser. I SLS-processen kan t.ex. sidotillväxt av delarna uppstå när smältan i pulverbädden är så varm att fasta partiklar börjar sintra på ytan. Detta observerades inte i dessa prover och därför behövdes inga ytterligare ytbehandlingar.
För mätningen laddades proverna sedan i den 40 mm breda böjfixturen. Efter ett inledande kylnings- och jämviktssteg upphettades proverna från -50°C till 180°C med 2 K/min, vilket är strax under materialets Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smälttemperatur och täcker alla tänkbara användningsförhållanden. Alla mätförhållanden sammanfattas i följande tabell:
Tabell 1: Mätförhållanden
| Provhållare | 3-punktsböjning, 40 mm spannlängd |
| Proportionell kraftfaktor | 1.2 |
| Dynamisk belastning | max. 10 N |
| Amplitud | 30 µm |
| Frekvens | 1 Hz |
| Temperaturområde | -50...180°C vid en uppvärmningshastighet på 2 K/min |
Inverkan av kopparfyllmedel på lagringsmodulen
Resultaten för ren PA12 och deras effekt på skevhet i SLS-detaljer finns här.
Grafen i figur 1 visar lagringsmodulkurvan E' för ren PA12 samt proverna med 5 och 10 vol% kopparsfärer och 5 vol% kopparflingor. Det framgår att det allmänna beteendet för alla prover är mycket likartat. Dessutom sker modulnedgången vid glasövergången och vid Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smältning i snäva temperaturintervall på 2°C respektive 4°C.
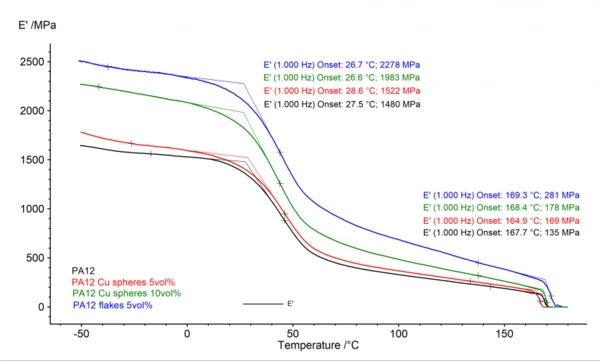
När man tittar på modulvärdena för de olika proverna ser man - som väntat - de lägsta värdena för ren PA12 (t.ex. 1480 MPa vid 27,5°C och 135 MPa vid 167,7°C). Modulen för proverna fyllda med 5 volymprocent Cu-sfärer visar något högre värden. En signifikant ökning observeras med 10 volymprocent Cu-sfärer, vilket visar att även fyllmedel med aspektförhållande = 1 kan öka materialets styvhet när ett tillräckligt högt fyllmedelsinnehåll används. Det kan dock konstateras att de högsta modulvärdena erhålls med 5 volymprocent kopparflingor (t.ex. 2278 MPa vid 26,7°C). Denna modul vid början av glasövergången är 54% högre med flingorna jämfört med ren PA12. Detta kan förklaras av den dominerande orienteringen av flingorna i xy-planet, som är i linje med testaxeln i böjfixturen. Den dominerande orienteringen av flingor visades och analyserades i denna artikel.
Inverkan av kopparfyllmedel på förlustmodul och tan δ
I figur 2 visas resultaten av förlustmodulen E" och tan δ för samma prover som i figur 1.
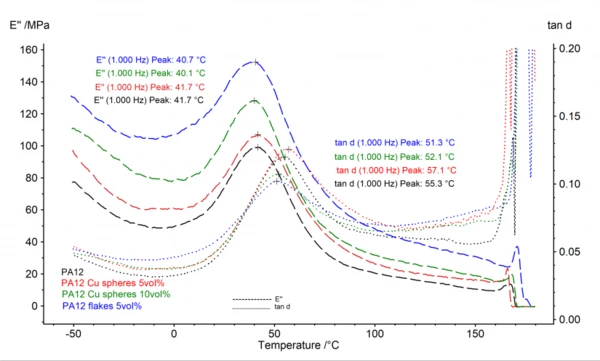
Dessa resultat visar också att de karakteristiska maxvärdena är oberoende av de undersökta provvariationerna.
Hur man framgångsrikt modifierar materialprestanda
Mätningarna bekräftar att styvheten hos SLS-detaljerna ökar genom tillsats av fyllmedel oavsett deras aspektförhållande. Det framgår vidare att för fyllmedel med högre aspektförhållanden, t.ex. Cu-flingor, kan även small fyllmedelsinnehåll ha ett betydande inflytande, t.ex. en ökning av modulus med 54%. Detta kan användas för att modifiera materialets prestanda utan att byta till en helt ny polymer, som kan vara svår att bearbeta i SLS-processen.
Om Institutet för polymerteknologi (LKT)
Institutet för polymerteknologi är ett akademiskt forskningsinstitut vid Friedrich-Alexander-universitetet i Erlangen-Nürnberg. Institutet är en av de ledande inom forskning om additiv tillverkning, särskilt SLS. Andra viktiga forskningsområden är lättviktsdesign och FRP, material och bearbetning, fogningsteknik och tribologi. Utöver dessa forskningsområden arbetar institutet även med tvärvetenskapliga ämnen som blandning av fyllnadsmaterial, simulering av bearbetning och tillämpningar, tvärbunden termoplast med strålning, skonsam bearbetning och mycket mer.
Källor
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selektiv lasersintring av kopparfylld polyamid 12: Karakterisering av pulveregenskaper och processbeteende, Polymer Composites, s. 1801-1809, 2019

GRATIS e-bok
Termisk analys och reologi vid additiv tillverkning av polymerer
Upptäck hemligheterna bakom AM:s banbrytande möjligheter! Vår nyutgivna e-bok dyker djupt in i hjärtat av AM och avslöjar kraften i tillförlitliga materialkarakteriseringstekniker, särskilt termisk analys och reologi.