
07.10.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Hogyan növelik a töltőanyagok az SLS alkatrészek izotróp vagy anizotróp viselkedését az igazításuk révén?
Általában a töltőanyagok hozzáadása a mechanikai teljesítmény növekedéséhez vezet. Míg a töltőanyagok kritikus hossza szükséges ahhoz, hogy az alkatrészek szilárdságára hatással legyen, a merevség már a small oldalarányú töltőanyagokkal is megnő. Annak megértéséhez, hogy a merevség vagy modulus hogyan változik a töltőanyag-geometria és a töltőanyag-tartalom függvényében, dinamikus mechanikai analízis (DMA) használható. Tudjon meg többet cikkünkből!
A polimerek zsugorodnak. A zsugorodás nagy része a polimerfeldolgozás hűtési lépése során következik be. A zsugorodás csökkentésének egyik módja a töltőanyagok hozzáadása. Az előnyöket egy korábbi cikkben tárgyaltuk.
A töltőanyagok hozzáadása a mechanikai teljesítmény növekedéséhez vezet. Míg a töltőanyagok kritikus hosszára van szükség ahhoz, hogy az alkatrészek szilárdságára hatással legyen, a merevség már a small oldalarányú töltőanyagokkal is megnő. Az Erlangen-Nürnbergi Egyetem Polimertechnológiai Intézete által végzett vizsgálatban [1] hővezető réz töltőanyagokat kevertek PA12 porhoz különböző térfogattartalomban, hogy értékeljék a tulajdonságok és a teljesítmény változását.
A merevség változásainak elemzése dinamikus mechanikai elemzéssel
Annak megértéséhez, hogy a merevség vagy modulus hogyan változik a töltőanyag geometria és a töltőanyag-tartalom függvényében, dinamikus mechanikai analízis (DMA ) használható. A NETZSCH Analízis és Vizsgálatnál a NETZSCH DMA 242 E Artemis készülékkel elemezték a töltetlen, valamint a rézgömbökkel (5 és 10 térfogatszázalék) és rézpelyhekkel (5 térfogatszázalék) töltött mintákat.
Mintaelőkészítés és mérési feltételek
A kutyacsontokból 50 mmx10 mmx4,5 mm méretű mintákat vágtak. Különös gondot kell fordítani arra, hogy a minta vastagsága egyenletes legyen, mivel ez a mérési módszer nagyon érzékeny az eltérésekre. Az SLS-eljárásban például az alkatrészek oldalirányú növekedése akkor következhet be, amikor a porágyban lévő olvadék olyan forró, hogy a szilárd részecskék elkezdenek a felületre szintereződni. Ez nem volt megfigyelhető ezeknél a mintáknál, ezért nem volt szükség további felületkezelésekre.
A méréshez a mintákat ezután a 40 mm széles hajlítószerkezetbe terhelték. A kezdeti hűtési és kiegyenlítési lépést követően a mintákat -50°C-ról 180°C-ra melegítettük 2 K/perc sebességgel, ami éppen az anyag olvadási hőmérséklete alatt van, és minden lehetséges üzemi körülményt lefed. Az összes mérési körülményt a következő táblázat foglalja össze:
Táblázat: Mérési feltételek
| Mintatartó | 3 ponton hajlítás, 40 mm fesztávolság |
| Arányos erőtényező | 1.2 |
| Dinamikus terhelés | max. 10 N |
| Amplitúdó | 30 µm |
| Frekvencia | 1 Hz |
| Hőmérséklet-tartomány | -50...180°C 2 K/perc fűtési sebességgel |
A réz töltőanyagok hatása a tárolási modulusra
A tiszta PA12 eredményei és azok hatása az SLS-alkatrészek vetemedésére itt található.
Az 1. ábrán látható grafikon a tárolási modulus E' görbéjét mutatja a tiszta PA12, valamint az 5 és 10 térfogat% rézgömböt és 5 térfogat% rézpelyhet tartalmazó minták esetében. Látható, hogy az összes minta általános viselkedése nagyon hasonló. Továbbá a moduluscsökkenés kezdete az üvegesedési átmenetnél és az olvadásnál szűk, 2 °C-os, illetve 4 °C-os hőmérsékleti tartományban következik be.
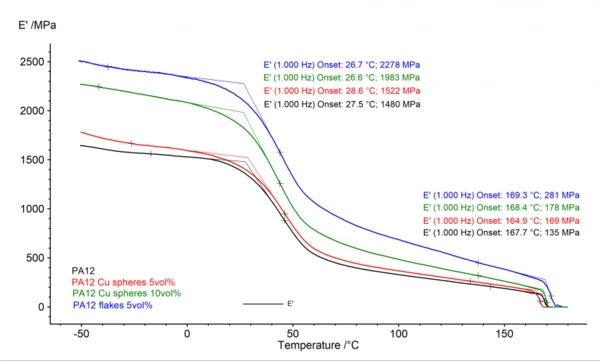
A különböző minták modulusértékeit vizsgálva - a várakozásoknak megfelelően - a tiszta PA12 esetében a legalacsonyabb értékeket kapjuk (pl. 1480 MPa 27,5°C-on és 135 MPa 167,7°C-on). Az 5 térfogat% Cu gömbökkel töltött minták modulusa kissé magasabb értékeket mutat. Jelentős növekedés figyelhető meg 10 térfogat% Cu gömbökkel, ami azt mutatja, hogy még az 1 = 1 oldalarányú töltőanyagok is növelhetik az anyag merevségét, ha elég nagy töltőanyag-tartalmat használnak. Látható azonban, hogy a legmagasabb modulusértékeket 5 vol%-os rézpelyhekkel kapjuk (pl. 2278 MPa 26,7°C-on). Ez a modulus az üvegesedési átmenet kezdetén 54%-kal magasabb a pelyhekkel, mint a tiszta PA12-vel. Ez azzal magyarázható, hogy a pelyhek túlnyomórészt az xy-síkban orientálódnak, amely a hajlítószerkezetben a vizsgálati tengellyel egy vonalban van. A pelyhek uralkodó orientációját ebben a cikkben mutattuk be és elemeztük.
A réz töltőanyagok hatása a veszteségi modulusra és a tan δ-ra
A 2. ábra az 1. ábrán bemutatott mintákkal megegyező minták E" és tan δ veszteségmoduljának eredményeit mutatja.
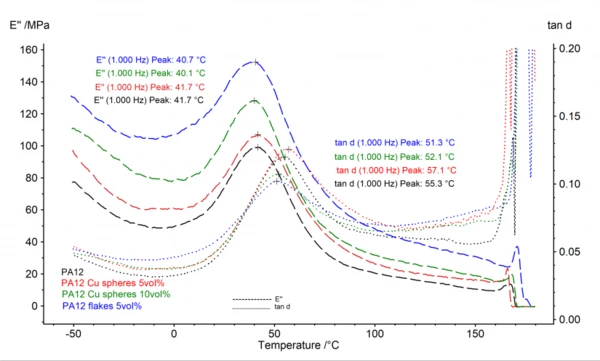
Ezek az eredmények azt is mutatják, hogy a jellegzetes maximumok függetlenek a vizsgált mintaváltozatoktól.
Hogyan lehet sikeresen módosítani az anyag teljesítményét
A mérések megerősítik, hogy az SLS-alkatrészek merevségét a töltőanyagok hozzáadása növeli, függetlenül azok méretarányától. Kimutatták továbbá, hogy a nagyobb oldalarányú töltőanyagok, például a Cu-pelyhek esetében még a small töltőanyag-tartalom is jelentős hatással lehet, például a modulus 54%-os növekedésével. Ez felhasználható az anyag teljesítményének módosítására anélkül, hogy egy teljesen új polimerre kellene áttérni, amelyet nehéz lenne feldolgozni az SLS-eljárásban.
A Polimertechnológiai Intézetről (LKT)
A Polimertechnológiai Intézet az Erlangen-Nürnbergi Friedrich-Alexander Egyetem tudományos kutatóintézete. Az intézet az egyik vezető szerepet tölti be az additív gyártás kutatásában; különösen az SLS területén. További fő kutatási területei közé tartozik a könnyűszerkezetes tervezés és az FRP, az anyagok és a feldolgozás, az illesztéstechnológia és a tribológia. Ezen kutatási fókuszok mellett az intézet olyan interdiszciplináris témákon is dolgozik, mint a töltőanyag-keverés, a feldolgozás és az alkalmazások szimulációja, a sugárzás által térhálósított hőre lágyuló műanyagok, a kíméletes feldolgozás és még sok más.
Források
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.