
07.10.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Как пълнителите увеличават изотропното или анизотропното поведение на SLS частите чрез тяхното подравняване
Като цяло добавянето на пълнители води до повишаване на механичните характеристики. Въпреки че е необходима критична дължина на пълнителите, за да има ефект върху якостта на компонентите, твърдостта вече се увеличава с пълнители със съотношения small. За да се разбере как се променя твърдостта или модулът като функция на геометрията на пълнителя и съдържанието на пълнителя, може да се използва динамичен механичен анализ (DMA). Научете повече в нашата статия!
Полимерите се свиват. По-голямата част от свиването се случва по време на етапа на охлаждане при обработката на полимерите. Един от начините за намаляване на свиването е добавянето на пълнители. Предимствата бяха разгледани в предишна статия.
Добавянето на пълнители води до повишаване на механичните характеристики. Макар че е необходима критична дължина на пълнителите, за да се отрази на якостта на компонентите, твърдостта вече се увеличава с пълнители със съотношения small. В изследване, проведено от Института по полимерни технологии към Университета в Ерланген-Нюрнберг [1], термопроводими медни пълнители са смесени с PA12 прах в различно обемно съдържание, за да се оцени промяната в свойствата и експлоатационните характеристики.
Анализиране на промените в твърдостта с динамичен механичен анализ
За да се разбере как се променя твърдостта или модулът като функция на геометрията на пълнителя и съдържанието на пълнител, може да се използва динамичен механичен анализ (DMA). В NETZSCH Analyzing & Testing бяха анализирани ненапълнени образци, както и образци, напълнени с медни сфери (5 и 10 об. %) и медни люспи (5 об. %), с помощта на NETZSCH DMA 242 E Artemis.
Подготовка на пробата и условия на измерване
От кучешки кости бяха изрязани проби с размери 50mmx10mmx4,5 mm. Необходимо е да се положат специални грижи, за да се гарантира, че дебелината на образеца е еднаква, тъй като този метод на измерване е много чувствителен към всякакви отклонения. При процеса SLS например може да се получи странично нарастване на частите, когато стопилката в слоя с прах е толкова гореща, че твърдите частици започват да се синтероват на повърхността. Това не се наблюдава при тези образци и следователно не е необходима допълнителна обработка на повърхността.
За измерването образците бяха натоварени в приспособлението за огъване с ширина 40 mm. След първоначално охлаждане и уравновесяване пробите бяха нагрявани от -50°C до 180°C със скорост 2 K/min, която е малко под температурата на топене на материала и покрива всички възможни условия на работа. Всички условия на измерване са обобщени в следната таблица:
Таблица 1: Условия на измерване
| Държач на образеца | 3-точково огъване, дължина на разстоянието 40 mm |
| Пропорционален коефициент на силата | 1.2 |
| Динамично натоварване | макс. 10 N |
| Амплитуда | 30 µm |
| Честота | 1 Hz |
| Температурен диапазон | -50...180°C при скорост на нагряване 2 K/min |
Влияние на медните пълнители върху модула на съхранение
Резултатите от чист PA12 и тяхното влияние върху деформацията на SLS детайли можете да намерите тук.
Графиката на фигура 1 показва кривата на модула на съхранение E' за чист PA12, както и за образците с 5 и 10 обемни % медни сфери и 5 обемни % медни люспи. Вижда се, че общото поведение на всички образци е много сходно. Освен това началото на спада на модула при стъклопрехода и при топенето се случва в тесни температурни интервали от съответно 2°C и 4°C.
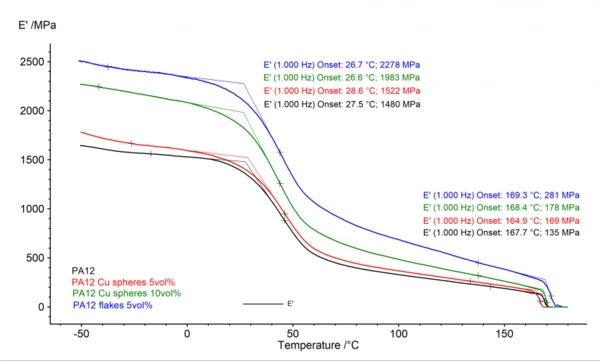
Разглеждането на стойностите на модула на натиск на различните проби показва - както се очакваше - най-ниските стойности на чистия PA12 (например 1480 MPa при 27,5°C и 135 MPa при 167,7°C). Модулът на пробите, напълнени с 5 об. % Cu сфери, показва малко по-високи стойности. Значително увеличение се наблюдава при 10 обемни % Cu сфери, което показва, че дори пълнители със съотношение = 1 могат да увеличат твърдостта на материала, когато се използва достатъчно високо съдържание на пълнител. Въпреки това може да се види, че най-високите стойности на модула на натиск се получават при 5 % обемни медни люспи (напр. 2278 MPa при 26,7 °C). Този модул при настъпване на стъклопрехода е с 54% по-висок при люспите в сравнение с чистия PA12. Това може да се обясни с преобладаващата ориентация на люспите в равнината xy, която е подравнена с оста на изпитване в приспособлението за огъване. Преобладаващата ориентация на люспите е показана и анализирана в тази статия.
Влияние на медните пълнители върху модула на загуба и tan δ
На фигура 2 са показани резултатите от модула на загубите E" и tan δ на същите образци, които са представени на фигура 1.
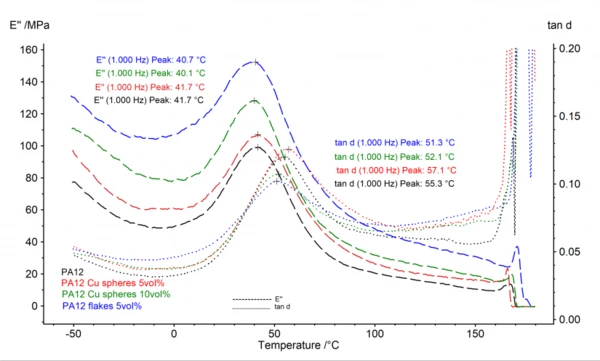
Тези резултати също така показват, че характерните максимуми са независими от изследваните вариации на пробите.
Как успешно да променяте характеристиките на материалите
Измерванията потвърждават, че твърдостта на частите от SLS се увеличава чрез добавяне на пълнители, независимо от съотношението на страните им. Освен това е показано, че за пълнители с по-високи аспекционни съотношения, като например Cu люспи, дори small съдържанието на пълнители може да окаже значително влияние, като например 54% увеличение на модула. Това може да се използва за модифициране на характеристиките на материала, без да се преминава към напълно нов полимер, който може да бъде труден за обработка в процеса SLS.
За Института по полимерни технологии (LKT)
Институтът по полимерни технологии е академичен изследователски институт към Университета "Фридрих-Александър" в Ерланген-Нюрнберг. Той е един от лидерите в изследванията в областта на адитивното производство, по-специално SLS. Други основни изследователски области включват олекотен дизайн и FRP, материали и обработка, технология на съединяване и трибология. В допълнение към тези изследователски фокуси, институтът работи и по интердисциплинарни теми като комбиниране на пълнителни материали, симулация на обработката и приложения, радиационно омрежени термопласти, щадяща обработка и много други.
Източници
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior (Селективно лазерно синтероване на полиамид 12 с меден пълнеж: характеризиране на свойствата на праха и поведението на процеса), Polymer Composites (Полимерни композити), стр. 1801-1809, 2019 г

Безплатна електронна книга
Термичен анализ и реология в адитивното производство на полимери
Открийте тайните зад възможностите на AM, които променят играта! Нашата новоиздадена електронна книга навлиза дълбоко в сърцето на АМ, разкривайки силата на надеждните техники за характеризиране на материалите, по-специално термичния анализ и реологията.