08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Оценка остаточных напряжений в деталях SLS с помощью DMA
Selectлазерное спекание (SLS) является одной из наиболее используемых технологий аддитивного производства для изготовления конструкционных пластиковых деталей. При работе при повышенной температуре любые остаточные напряжения могут негативно сказаться на характеристиках детали. Чтобы лучше понять остаточные напряжения, необходимо знать модуль упругости материала. Узнайте больше об остаточных напряжениях и о том, как измерить это свойство материала с помощью метода термического анализа.
Поэтому точность размеров деталей должна быть высокой, чтобы они хорошо вписывались в крупные узлы в течение всего срока службы. При эксплуатации при повышенной температуре любые остаточные напряжения могут негативно сказаться на работе детали. Чтобы лучше понять остаточные напряжения, необходимо знать модуль упругости материала.
Модуль упругости материалов, включая полимеры, обычно измеряется в статических механических испытаниях, где строится график зависимости напряжения от деформации при испытании на растяжение, а модуль Юнга рассчитывается как наклон кривой между 0,05...0,25 % деформации. Этот метод можно использовать для контроля качества, разработки и оптимизации материалов, а также для решения некоторых задач по определению размеров. Однако его нельзя использовать для проектирования и моделирования деталей.
Для этого важно получить данные, зависящие от времени и температуры, которые предсказывают поведение материала в течение срока службы при реалистичных условиях нагружения. Для этого используется метод динамико-механического анализа (ДМА), который позволяет подвергать образец синусоидальной нагрузке и определять вязкоупругий отклик материала. Изменяя температуру и частоту измерений, можно также проанализировать температурную и временную зависимость.
Для понимания процесса изменения свойств деталей, изготовленных методом SLS, во время печати, в частности усадки и коробления, необходимо измерение DMA в зависимости от температуры. Во время постоянного цикла нанесения порошкового покрытия и лазерного плавления температура внутри детали постоянно меняется, и образуется температурный градиент от нижней части детали к верхней. Это может привести к короблению, о котором рассказывается в предыдущем посте о тепловом расширении.
Понимание остаточных напряжений в детали SLS
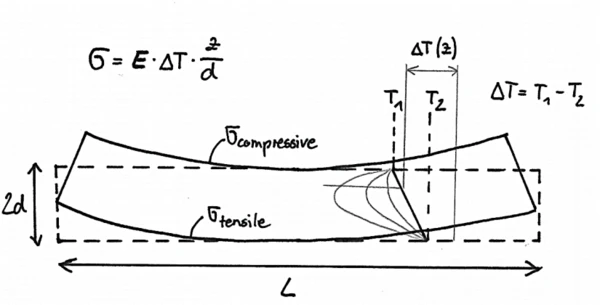
Однако еще одним следствием коробления является возникновение остаточных напряжений σ внутри детали, на которые влияют модуль упругости E и градиент температуры. Существует следующая упрощенная зависимость:
где ΔT - градиент температуры между верхом и низом, d - толщина детали, а z обозначает определенное место по толщине детали. Из этой зависимости видно, что для данной геометрии, чем larger градиент температуры и/или чем выше модуль упругости, тем выше остаточные напряжения.
Как определить остаточные напряжения с помощью DMA
Для получения данных по модулю упругости в зависимости от температуры в Институте полимерных технологий (LKT) Университета Эрланген-Нюрнберг были напечатаны образцы собачьих костей из порошка PA12 с использованием стандартных параметров 0,4 Дж/мм3. Затем образцы были подготовлены на сайте NETZSCH Analyzing & Testing путем вырезания средних частей этих костей длиной 50 мм, в результате чего получились балки размером 50 мм x 10 мм x 4,5 мм. selectНесмотря на то, что поверхность имеет типичную для деталей SLS шероховатость, дополнительная обработка поверхности не проводилась, так как поверхности были плоскопараллельными.
Затем образцы были загружены в приспособление для изгиба шириной 40 мм NETZSCH DMA 242 E Artemis.libraПосле первоначального охлаждения и выравнивания образцы нагревались от -50°C до 180°C со скоростью 2 К/мин, что чуть ниже температуры плавления материала. Все условия измерений приведены в следующей таблице:
Таблица 1: Условия измерений
| Держатель образца | трехточечный изгиб, длина пролета 40 мм |
| Пропорциональный коэффициент силы | 1.2 |
| Динамическая нагрузка | макс. 10 N |
| Амплитуда | 30 мкм |
| Частота | 1 Гц |
| Диапазон температур | -50...180°C при скорости нагрева 2 K/мин |
Упругая реакция является наиболее важной
На рис. 2 показаны результаты измерений модуля упругости E', модуля потерь E", а также коэффициента демпфирования tand. Они демонстрируют типичное поведение полукристаллического термопластичного материала. Модуль упругости падает при температурах перехода, стеклования и плавления, а модуль потерь и tand демонстрируют максимум. Коэффициент, используемый для анализа, выбирается в зависимости от эффекта, представляющего наибольший интерес. Для понимания процесса усадки и накопления остаточных напряжений наиболее важен упругий отклик (E'), который будет проанализирован здесь.
С повышением температуры модуль упругости непрерывно уменьшается. Значение E' при комнатной температуре составляет 1438 МПа. В паспорте измеренного образца обычно указываются другие значения (здесь: 1650 МПа), поскольку модуль Юнга измеряется при растяжении. При измерении DMA в режиме изгиба на образец действует как сжимающая, так и растягивающая нагрузка, особенно при измерении более толстых образцов. Начало стеклования было определено как 27°C. После падения модуля упругости значения еще больше уменьшаются с 500 МПа до 114 МПа при начале плавления (167°C).
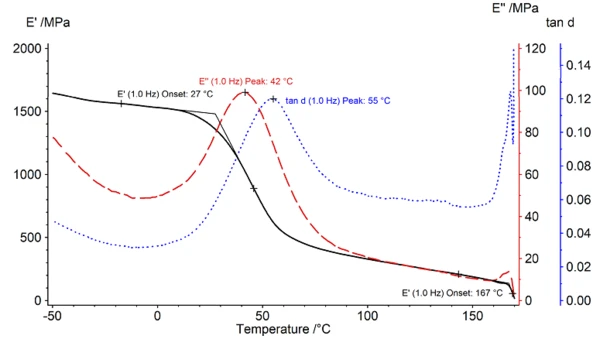
Хотя значение модуля упругости E' сразу после плавления очень важно для успешного процесса печати, вся прогрессия важна на этапе охлаждения. Из-за сильного изменения модуля упругости при стекловании процесс охлаждения должен быть очень медленным (> 12 ч для всей сборки), чтобы уменьшить или исключить коробление и накопление остаточных напряжений на этом этапе. Понимание этого поведения может помочь оптимизировать процесс и потенциально ускорить этот трудоемкий этап.
Об Институте полимерных технологий (LKT)
arcИнститут полимерных технологий - это академический институт при Университете Фридриха-Александра в Эрлангене-Нюрнберге.arcИнститут является одним из лидеров в области аддитивного производства, в частности SLS.arcarcПомимо этих направлений, институт работает над такими междисциплинарными темами, как компаундирование наполнителей, моделирование процессов переработки и применения, радиационное сшивание термопластов, щадящая обработка и многое другое.

Бесплатная электронная книга
Термический анализ и реология в аддитивном производстве полимеров
Откройте для себя секреты, лежащие в основе революционных возможностей АМ! Наша новая электронная книга глубоко погружается в суть АМ, раскрывая возможности надежных методов определения характеристик материалов, в частности термического анализа и реологии.