08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Estimation des contraintes résiduelles dans les pièces SLS à l'aide de DMA
Le FrittageLe frittage est un procédé de production permettant de former un corps mécaniquement résistant à partir d'une poudre céramique ou métallique. frittage sélectif par laser (SLS) est l'une des technologies de fabrication additive les plus utilisées pour produire des pièces structurelles en plastique. Lorsqu'elle est utilisée à des températures élevées, toute contrainte résiduelle peut nuire à la performance de la pièce. Pour mieux comprendre les contraintes résiduelles, il est nécessaire de connaître le module d'un matériau. En savoir plus sur les contraintes résiduelles et sur la façon de mesurer la propriété du matériau à l'aide d'une méthode d'analyse thermique.
Par conséquent, leur précision dimensionnelle doit être élevée pour s'intégrer dans des assemblages plus importants au cours de leur durée de vie. Lorsqu'elles sont utilisées à des températures élevées, les contraintes résiduelles peuvent être préjudiciables aux performances de la pièce. Pour mieux comprendre les contraintes résiduelles, il faut connaître le module d'un matériau.
Le module des matériaux, y compris les polymères, est généralement mesuré lors d'essais mécaniques statiques, où le comportement contrainte-déformation au cours d'un essai de traction est tracé et le module de Young est calculé comme la pente de la courbe entre 0,05...0,25 % de déformation. Elle peut être utilisée pour l'assurance qualité, le développement et l'optimisation des matériaux, ainsi que pour certaines tâches de dimensionnement. Cependant, il ne peut pas être utilisé pour la conception et la simulation de composants.
Pour cela, il est important d'obtenir des données dépendantes du temps et de la température qui prédisent le comportement du matériau au cours de sa durée de vie dans des conditions de charge réalistes. La méthode de choix est l'analyse dynamique et mécanique (DMA), qui permet de soumettre l'échantillon à une charge sinusoïdale et de détecter la réponse viscoélastique du matériau. En faisant varier la température et la fréquence de la mesure, la dépendance de la température et du temps peut également être analysée.
Pour comprendre l'évolution des propriétés des pièces SLS pendant l'impression, et en particulier le retrait et le gauchissement, une mesure DMA en fonction de la température est nécessaire. Au cours du cycle constant de revêtement par poudre et de Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion au laser, la température varie constamment à l'intérieur de la pièce et un gradient de température se forme du bas vers le haut de la pièce. Cela peut provoquer un gauchissement, qui est expliqué dans ce précédent article sur la dilatation thermique.
Comprendre les contraintes résiduelles dans la pièce SLS
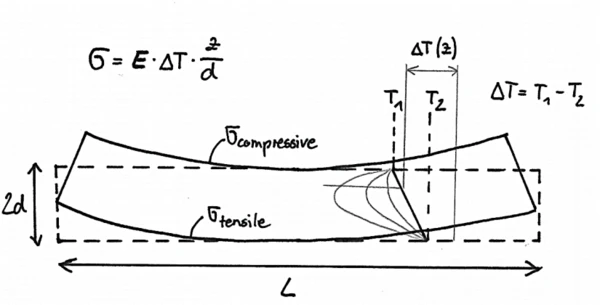
Cependant, un autre effet du gauchissement est l'accumulation de contraintes résiduelles, σ, à l'intérieur de la pièce, qui sont affectées par le module E et le gradient de température. La relation simplifiée suivante existe :
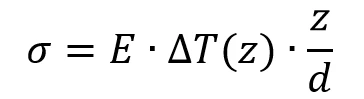
où ΔT est le gradient de température entre le haut et le bas, d est l'épaisseur de la pièce et z désigne un certain emplacement dans l'épaisseur de la pièce. Cette relation montre que, pour une géométrie donnée, plus le gradient de température est important et/ou plus le module est élevé, plus les contraintes résiduelles sont importantes.
Comment déterminer les contraintes résiduelles à l'aide de la DMA
Pour obtenir les données de module dépendant de la température, des spécimens d'os de chien ont été imprimés à l'Institut de technologie des polymères (LKT) de l'Université Erlangen-Nuremberg avec de la poudre de PA12 en utilisant des paramètres standard de 0,4 J/mm3. Les échantillons ont ensuite été préparés à l'adresse NETZSCH Analyzing & Testing en coupant les morceaux centraux de ces os de chien à une longueur de 50 mm, ce qui donne des poutres de 50 mm x 10 mm x 4,5 mm. Même si la surface présente la rugosité typique des pièces SLS, aucun traitement de surface supplémentaire n'a été choisi, car les surfaces étaient planes et parallèles.
Les échantillons ont ensuite été chargés dans le dispositif de flexion de 40 mm de large de l'Artemis DMA 242 E deNETZSCH . Après une étape initiale de refroidissement et d'équilibrage, les échantillons ont été chauffés de -50°C à 180°C à une vitesse de 2 K/min, ce qui est juste en dessous de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). température de fusion du matériau. Toutes les conditions de mesure sont résumées dans le tableau suivant :
Tableau 1 : Conditions de mesure
| Porte-échantillon | 3 points de flexion, longueur de portée de 40 mm |
| Facteur de force proportionnelle | 1.2 |
| Charge dynamique | max. 10 N |
| Amplitude | 30 µm |
| Fréquence | 1 Hz |
| Plage de température | -50...180°C à une vitesse de chauffage de 2 K/min |
La réponse élastique est la plus importante
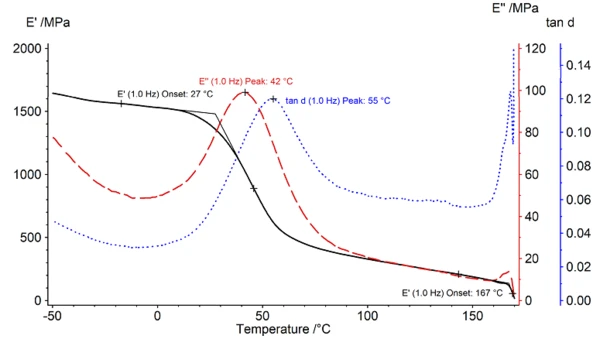
La figure 2 illustre les résultats des mesures du module de stockage E', du Module visqueuxLe module complexe (composante visqueuse), module de perte ou G'', est la partie "imaginaire" du module complexe global des échantillons. Cette composante visqueuse indique la réponse liquide ou déphasée de l'échantillon mesuré. module de perte E" ainsi que du facteur d'amortissement tand. Ils montrent le comportement typique d'un matériau thermoplastique semi-cristallin. Le module de stockage présente une chute aux températures de transition, transition vitreuse et Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion, et le Module visqueuxLe module complexe (composante visqueuse), module de perte ou G'', est la partie "imaginaire" du module complexe global des échantillons. Cette composante visqueuse indique la réponse liquide ou déphasée de l'échantillon mesuré. module de perte et tand présentent un maximum. Le facteur utilisé pour l'analyse est choisi en fonction de l'effet le plus intéressant. Pour comprendre le retrait et l'accumulation de contraintes résiduelles, la réponse élastique (E') est la plus importante et sera analysée ici.
Avec l'augmentation de la température, le module de stockage diminue continuellement. La valeur de E' à température ambiante est de 1438 MPa. La fiche technique de l'échantillon mesuré indique généralement des valeurs différentes (ici : 1650 MPa) parce que le module d'Young est mesuré en traction. Lors d'une mesure DMA en mode flexion, la charge de compression et la charge de traction agissent toutes deux sur l'échantillon, en particulier lors de la mesure d'échantillons plus épais. Le début de la transition vitreuse a été déterminé à 27°C. Après la chute du module, les valeurs diminuent encore de 500 MPa à 114 MPa au début de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion (167°C).
Si la valeur du module de stockage E' juste avant la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion est très importante pour la réussite du processus d'impression, l'ensemble de la progression est important pendant la phase de refroidissement. En raison de la forte variation du module à la transition vitreuse, le processus de refroidissement doit être très lent (> 12 heures pour l'ensemble de la fabrication) afin de réduire ou d'éliminer le gauchissement et l'accumulation de contraintes résiduelles au cours de cette étape. La compréhension de ce comportement peut aider à optimiser le processus et éventuellement à accélérer cette étape qui prend beaucoup de temps.
À propos de l'Institut de technologie des polymères (LKT)
L'Institut de technologie des polymères est un institut de recherche universitaire de l'Université Friedrich-Alexander d'Erlangen-Nuremberg. Il est l'un des leaders de la recherche sur la fabrication additive, en particulier sur le SLS. Outre ces domaines de recherche, l'institut travaille également sur des sujets interdisciplinaires tels que le mélange de matériaux d'apport, la simulation du traitement et des applications, les thermoplastiques réticulés par rayonnement, le traitement doux et bien d'autres encore.

Livre électronique GRATUIT
Analyse thermique et rhéologie dans la fabrication additive de polymères
Découvrez les secrets des capacités de l'AM qui changent la donne ! Notre nouvel ebook plonge au cœur de l'AM, dévoilant la puissance de techniques fiables de caractérisation des matériaux, en particulier l'analyse thermique et la rhéologie.