08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Оценяване на остатъчните напрежения в SLS части с помощта на DMA
Селективното лазерно синтероване (SLS) е една от най-използваните технологии за адитивно производство за производство на структурни пластмасови части. Когато се работи при повишена температура, всички остатъчни напрежения могат да бъдат вредни за работата на детайла. За да се разберат по-добре остатъчните напрежения, са необходими познания за модула на материала. Научете повече за остатъчните напрежения и как да измерите това свойство на материала с помощта на метод за термичен анализ.
Поради това точността на размерите им трябва да бъде висока, за да могат да се впишат добре в по-големи възли по време на експлоатационния им живот. Когато се експлоатират при повишена температура, всички остатъчни напрежения могат да бъдат вредни за работата на детайла. За да се разберат по-добре остатъчните напрежения, е необходимо да се познава модулът на материала.
Модулът на материалите, включително полимерите, обикновено се измерва при статични механични изпитвания, при които се нанасят графики на поведението напрежение-деформация по време на изпитване на опън и модулът на Юнг се изчислява като наклон на кривата между 0,05...0,25 % деформация. Той може да се използва за осигуряване на качеството, разработване и оптимизиране на материали, както и за някои задачи по определяне на размерите. Той обаче не може да се използва за проектиране и симулация на компоненти.
За тази цел е важно да се получат данни, зависещи от времето и температурата, които да предсказват поведението на материала през целия експлоатационен период при реалистични условия на натоварване. Избраният метод е динамично-механичният анализ (DMA), който позволява образецът да бъде подложен на синусоидално натоварване и да се определи вискоеластичната реакция на материала. Чрез промяна на температурата и честотата на измерване може да се анализира и зависимостта от температурата и времето.
За да се разбере развитието на свойствата на SLS детайлите по време на печатането и по-специално свиването и деформацията, е необходимо измерване на DMA в зависимост от температурата. По време на постоянния цикъл на нанасяне на прахово покритие и лазерно топене температурата в детайла постоянно се променя и се образува температурен градиент от долната част на детайла към горната. Това може да доведе до изкривяване, което е обяснено в тази предишна публикация за температурното разширение.
Разбиране на остатъчните напрежения в SLS детайла
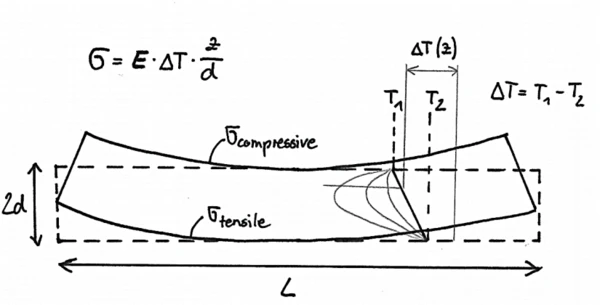
Друг ефект от деформацията обаче е натрупването на остатъчни напрежения, σ, в детайла, които се влияят от модула E и температурния градиент. Съществува следната опростена зависимост:
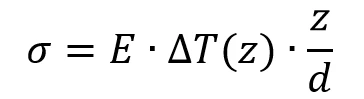
където ΔT е температурният градиент между горната и долната част, d е дебелината на детайла, а z означава определено място по дебелината на детайла. От тази зависимост може да се види, че за дадена геометрия, колкото по-голям е температурният градиент и/или по-висок е модулът, толкова по-високи са остатъчните напрежения.
Как да определим остатъчните напрежения с помощта на DMA
За да се получат данните за модула на натиск в зависимост от температурата, в Института по полимерни технологии (LKT) на Университета Ерланген-Нюрнберг бяха отпечатани образци от кучешки кости с прах PA12 при стандартни параметри от 0,4 J/mm3. След това образците бяха подготвени в NETZSCH Analyzing & Testing, като средните парчета от тези кучешки кости бяха изрязани на дължина 50 mm, в резултат на което се получиха греди с размери 50 mm x 10 mm x 4,5 mm. Дори и така повърхността да показва типичната грапавост на SLS детайлите, не беше избрана допълнителна обработка на повърхността, тъй като повърхностите бяха равнинно-паралелни.
След това образците бяха натоварени в приспособлението за огъване с ширина 40 mm на NETZSCH DMA 242 E Artemis. След първоначална стъпка на охлаждане и уравновесяване образците бяха нагряти от -50°C до 180°C със скорост 2 K/min, което е малко под температурата на топене на материала. Всички условия на измерване са обобщени в следващата таблица:
Таблица 1: Условия на измерване
| Държач на образеца | 3-точково огъване, дължина на разстоянието 40 mm |
| Пропорционален коефициент на силата | 1.2 |
| Динамично натоварване | макс. 10 N |
| Амплитуда | 30 µm |
| Честота | 1 Hz |
| Температурен диапазон | -50...180°C при скорост на нагряване 2 K/min |
Еластичната реакция е най-важна
На фигура 2 са показани резултатите от измерванията на модула на съхранение E', модула на загуби E", както и коефициента на затихване tand. Те показват типичното поведение на полукристален термопластичен материал. Модулът на съхранение показва спад при преходните температури, стъкловидния преход и топенето, а модулът на загубите и tand показва максимум. Коефициентът, използван за анализа, се избира въз основа на ефекта, който представлява най-голям интерес. За да се разбере свиването и натрупването на остатъчни напрежения, еластичната реакция (E') е най-важна и ще бъде анализирана тук.
С увеличаване на температурата модулът на съхранение непрекъснато намалява. Стойността на E' при стайна температура е 1438 MPa. Информационният лист на измерената проба обикновено показва различни стойности (тук: 1650 MPa), тъй като модулът на Юнг се измерва при опън. По време на измерването на DMA в режим на огъване върху образеца действат както натоварването на натиск, така и на опън, особено при измерване на по-дебели образци. Началото на стъкловидния преход е определено на 27°C. След спада на модула стойностите допълнително намаляват от 500 MPa до 114 MPa в началото на топенето (167°C).
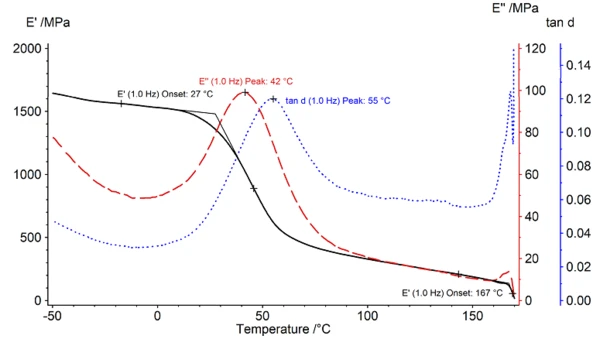
Въпреки че стойността на модула на съхранение E' непосредствено под точката на топене е много важна за успешния процес на отпечатване, цялата прогресия е важна по време на етапа на охлаждане. Поради голямата промяна в модула при прехода към стъкло, процесът на охлаждане трябва да бъде много бавен (> 12 часа за цялата конструкция), за да се намалят или елиминират изкривяванията и натрупването на остатъчни напрежения по време на този етап. Разбирането на това поведение може да помогне за оптимизиране на процеса и потенциално да ускори този отнемащ време етап от процеса.
За Института по полимерни технологии (LKT)
Институтът по полимерни технологии е академичен изследователски институт към Университета "Фридрих-Александър" в Ерланген-Нюрнберг. Той е един от лидерите в изследванията в областта на адитивното производство, по-специално SLS. Други основни изследователски области включват олекотен дизайн и FRP, материали и обработка, технология на съединяване и трибология. В допълнение към тези изследователски фокуси, институтът работи и по интердисциплинарни теми като комбиниране на пълнителни материали, симулация на обработката и приложения, радиационно омрежени термопласти, щадяща обработка и много други.

Безплатна електронна книга
Термичен анализ и реология в адитивното производство на полимери
Открийте тайните зад възможностите на AM, които променят играта! Нашата новоиздадена електронна книга навлиза дълбоко в сърцето на АМ, разкривайки силата на надеждните техники за характеризиране на материалите, по-специално термичния анализ и реологията.