08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Maradó feszültségek becslése SLS alkatrészekben DMA használatával
A szelektív lézersinterezés (SLS) az egyik leggyakrabban használt additív gyártási technológia a szerkezeti műanyag alkatrészek gyártására. Magas hőmérsékleten történő működtetés esetén a maradó feszültségek károsan befolyásolhatják az alkatrész teljesítményét. A maradó feszültségek jobb megértéséhez az anyag modulusának ismerete szükséges. Tudjon meg többet a maradó feszültségekről és arról, hogyan mérheti az anyagtulajdonságot egy hőelemzési módszerrel.
Ezért méretpontosságuknak nagynak kell lennie ahhoz, hogy élettartamuk alatt jól illeszkedjenek nagyobb szerelvényekbe. Magas hőmérsékleten történő üzemeltetés esetén a maradó feszültségek károsan befolyásolhatják az alkatrész teljesítményét. A maradó feszültségek jobb megértéséhez az anyag modulusának ismerete szükséges.
Az anyagok modulusát, beleértve a polimereket is, általában statikus mechanikai vizsgálatok során mérik, ahol a szakítóvizsgálat során a feszültség-alakváltozás viselkedését ábrázolják, és a Young-modulust a görbe meredekségeként számítják ki 0,05...0,25%-os alakváltozás között. Használható minőségbiztosításra, anyagfejlesztésre és optimalizálásra, valamint egyes méretezési feladatokra. Alkatrésztervezésre és szimulációra azonban nem használható.
Ehhez fontos, hogy olyan idő- és hőmérsékletfüggő adatokat kapjunk, amelyek előre jelzik az anyag viselkedését az élettartam alatt, reális terhelési körülmények között. A választott módszer a dinamikus-mechanikai analízis (DMA), amely lehetővé teszi, hogy a mintát szinuszos terhelésnek tegyük ki, és az anyag viszkoelasztikus válaszát detektáljuk. A hőmérséklet és a mérési frekvencia változtatásával a hőmérséklet- és időfüggés is elemezhető.
Az SLS-alkatrész tulajdonságainak nyomtatás közbeni alakulásának, különösen a zsugorodásnak és a vetemedésnek a megértéséhez hőmérsékletfüggő DMA-mérésre van szükség. A porbevonat és a lézeres olvasztás folyamatos ciklusa során a hőmérséklet folyamatosan változik az alkatrészen belül, és az alkatrész aljától a teteje felé hőmérséklet-gradiens alakul ki. Ez vetemedést okozhat, amelyet a hőtágulásról szóló korábbi bejegyzésben ismertetünk .
A maradó feszültségek megértése az SLS alkatrészben
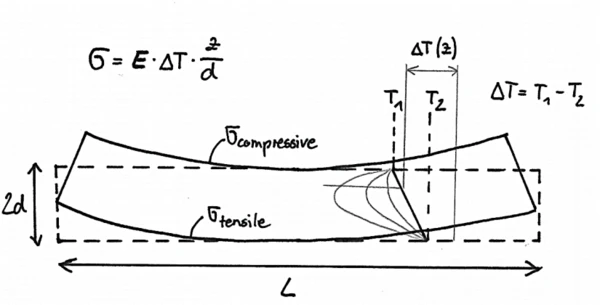
A vetemedés másik hatása azonban a maradó feszültségek, σ, kialakulása az alkatrészen belül, amelyet az E modulus és a hőmérsékleti gradiens befolyásol. A következő egyszerűsített összefüggés létezik:
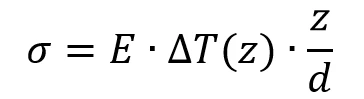
ahol ΔT a felső és az alsó rész közötti hőmérsékleti gradiens, d az alkatrész vastagsága, z pedig az alkatrész vastagságának egy bizonyos helyét jelöli. Ebből az összefüggésből látható, hogy adott geometria esetén minél nagyobb a hőmérsékleti gradiens és/vagy minél nagyobb a modulus, annál nagyobbak a maradó feszültségek.
Hogyan határozzuk meg a maradó feszültségeket a DMA segítségével?
A hőmérsékletfüggő modulusadatok megszerzéséhez az Erlangen-Nürnbergi Egyetem Polimertechnológiai Intézetében (LKT) PA12 porral nyomtattak kutyacsont próbatesteket, 0,4 J/mm3 szabványos paraméterekkel. Ezután a mintákat a NETZSCH Analyzing & Testing címen úgy készítették el, hogy e kutyacsontok középső darabjait 50 mm hosszúságúra vágták, ami 50 mm x 10 mm x 4,5 mm méretű gerendákat eredményezett. Annak ellenére, hogy a felület az SLS-alkatrészekre jellemző érdességet mutatja, nem választottunk további felületkezelést, mivel a felületek síkparalelárisak voltak.
A mintadarabokat ezután a NETZSCH DMA 242 E Artemis 40 mm széles hajlítószerkezetű rögzítésébe terheltük. A kezdeti hűtési és kiegyenlítési lépést követően a mintákat -50°C-ról 180°C-ra melegítették 2 K/perc sebességgel, ami éppen az anyag olvadási hőmérséklete alatt van. Az összes mérési körülményt a következő táblázat foglalja össze:
Táblázat: Mérési feltételek
| Mintatartó | 3 ponton hajlított, 40 mm-es fesztávolság |
| Arányos erőtényező | 1.2 |
| Dinamikus terhelés | max. 10 N |
| Amplitúdó | 30 µm |
| Frekvencia | 1 Hz |
| Hőmérséklet-tartomány | -50...180°C 2 K/perc fűtési sebességgel |
A rugalmas válasz a legfontosabb
A 2. ábra az E' tárolási modulus, az E" veszteségmodulus, valamint a tand csillapítási tényező mérési eredményeit mutatja. Ezek a félkristályos hőre lágyuló anyag tipikus viselkedését mutatják. A tárolási modulus az átmeneti hőmérsékleteken, az üvegesedési és az olvadási hőmérsékleten csökkenést mutat, a veszteségmodul és a tand pedig maximumot mutat. Az elemzéshez használt tényezőt a legérdekesebb hatás alapján választjuk ki. A zsugorodás és a maradó feszültségek kialakulásának megértéséhez a rugalmas válasz (E') a legfontosabb, és itt kerül elemzésre.
A hőmérséklet növekedésével a tárolási modulus folyamatosan csökken. Az E' értéke szobahőmérsékleten 1438 MPa. A mért minta adatlapján jellemzően más értékek szerepelnek (itt: 1650 MPa), mivel a Young-modult feszítésben mérik. A hajlító üzemmódban végzett DMA-mérés során mind a nyomó-, mind a húzóterhelés hat a mintára, különösen vastagabb minták mérésekor. Az üvegesedési átmenet kezdetét 27°C-ban határoztuk meg. A modulus csökkenése után az értékek tovább csökkennek 500 MPa értékről 114 MPa értékre az Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadás kezdeténél (167°C).
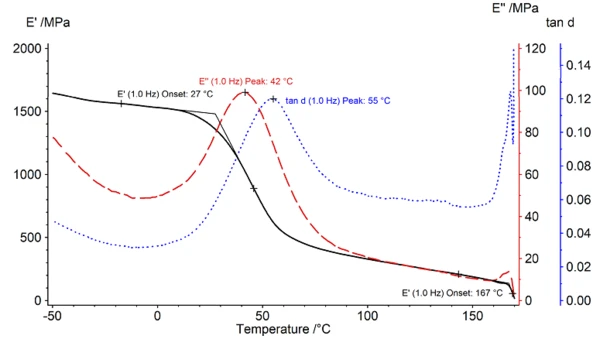
Míg az E' tárolási modulus értéke közvetlenül az Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadás alatt nagyon fontos a sikeres nyomtatási folyamat szempontjából, a teljes folyamat fontos a hűtési szakaszban. Az üvegesedésnél bekövetkező nagy modulusváltozás miatt a hűtési folyamatnak nagyon lassúnak kell lennie (> 12 óra a teljes építés során), hogy csökkentsük vagy kiküszöböljük a vetemedést és a maradó feszültségek kialakulását ebben a szakaszban. Ennek a viselkedésnek a megértése segíthet a folyamat optimalizálásában és potenciálisan felgyorsíthatja ezt az időigényes folyamatlépést.
A Polimertechnológiai Intézetről (LKT)
A Polimertechnológiai Intézet az Erlangen-Nürnbergi Friedrich-Alexander Egyetem tudományos kutatóintézete. Az intézet az egyik vezető szerepet tölti be az additív gyártás kutatásában; különösen az SLS területén. További fő kutatási területei közé tartozik a könnyűszerkezetes tervezés és az FRP, az anyagok és a feldolgozás, az illesztéstechnológia és a tribológia. Ezen kutatási fókuszok mellett az intézet olyan interdiszciplináris témákon is dolgozik, mint a töltőanyag-keverés, a feldolgozás és az alkalmazások szimulációja, a sugárzás által térhálósított hőre lágyuló műanyagok, a kíméletes feldolgozás és még sok más.

INGYENES e-könyv
Termikus analízis és reológia a polimer additív gyártásban
Fedezze fel az AM játékváltoztató képességeinek titkait! Újonnan megjelent e-könyvünk mélyen az AM szívébe hatol, és feltárja a megbízható anyagjellemzési technikák, különösen a termikus analízis és a reológia erejét.