08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
Odhad zbytkových napětí v dílech SLS pomocí DMA
Selektivní laserové slinování (SLS) je jednou z nejpoužívanějších technologií aditivní výroby pro výrobu konstrukčních plastových dílů. Při provozu při zvýšené teplotě mohou být jakákoli zbytková napětí škodlivá pro výkonnost dílu. Pro lepší pochopení zbytkových napětí je zapotřebí znát Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. modul pružnosti materiálu. Přečtěte si více o zbytkových napětích a o tom, jak změřit tuto vlastnost materiálu pomocí metody termické analýzy.
Proto musí být jejich rozměrová přesnost vysoká, aby se během své životnosti dobře vešly do větších sestav. Při provozu za zvýšené teploty by mohla být jakákoli zbytková napětí škodlivá pro výkonnost dílu. Pro lepší pochopení zbytkových napětí je zapotřebí znát Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. modul pružnosti materiálu.
Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. Modul pružnosti materiálů včetně polymerů se obvykle měří při statických mechanických zkouškách, při nichž se vykreslí průběh napětí a deformace během tahové zkoušky a Youngův modul se vypočítá jako sklon křivky mezi 0,05...0,25 % deformace. Lze jej použít pro zajištění kvality, vývoj a optimalizaci materiálů i pro některé úlohy dimenzování. Nelze jej však použít pro návrh a simulaci součástí.
K tomu je důležité získat údaje závislé na čase a teplotě, které předpovídají chování materiálu v průběhu životnosti při realistických podmínkách zatížení. Metodou volby je dynamicko-mechanická analýza (DMA), která umožňuje vystavit vzorek sinusovému zatížení a zjistit viskoelastickou odezvu materiálu. Změnou teploty a frekvence měření lze analyzovat i teplotní a časovou závislost.
Pro pochopení vývoje vlastností dílů SLS během tisku, zejména smršťování a deformace, je nutné měření DMA v závislosti na teplotě. Během nepřetržitého cyklu nanášení prášku a laserového tavení se teplota uvnitř dílu neustále mění a vytváří se teplotní gradient od spodní části dílu k horní. To může způsobit deformaci, která je vysvětlena v tomto předchozím příspěvku o teplotní roztažnosti.
Porozumění zbytkovým napětím v dílu SLS
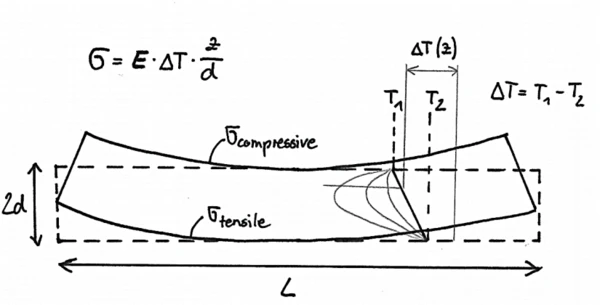
Dalším účinkem deformace je však vznik zbytkových napětí σ uvnitř dílu, která jsou ovlivněna modulem E a teplotním gradientem. Existuje následující zjednodušený vztah:
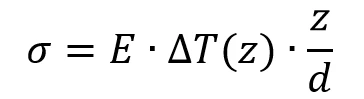
kde ΔT je teplotní gradient mezi horní a spodní částí, d je tloušťka dílu a z označuje určité místo napříč tloušťkou dílu. Z tohoto vztahu vyplývá, že pro danou geometrii platí, že čím větší je teplotní gradient a/nebo čím vyšší je Modul pružnostiKomplexní modul pružnosti (pružná složka), modul skladování nebo G' je "reálná" část vzorků celkového komplexního modulu pružnosti. Tato pružná složka udává pevnou nebo fázovou odezvu měřeného vzorku. modul pružnosti, tím vyšší jsou zbytková napětí.
Jak stanovit zbytková napětí pomocí DMA
Pro získání údajů o modulu pružnosti v závislosti na teplotě byly v Institutu technologie polymerů (LKT) Univerzity Erlangen-Norimberk vytištěny vzorky psí kosti s práškem PA12 při použití standardních parametrů 0,4 J/mm3. Poté byly vzorky připraveny na adrese NETZSCH Analyzing & Testing tak, že se střední části těchto psích kostí rozřezaly na délku 50 mm, čímž vznikly nosníky o rozměrech 50 mm x 10 mm x 4,5 mm. Přestože povrch vykazuje typickou drsnost dílů vyrobených metodou SLS, nebyla zvolena žádná další povrchová úprava, protože povrchy byly rovinné.
Vzorky byly poté zatíženy v ohybovém přípravku NETZSCH DMA 242 E Artemis o šířce 40 mm. Po počátečním ochlazení a vyrovnávacím kroku byly vzorky zahřívány z -50 °C na 180 °C rychlostí 2 K/min, což je těsně pod teplotou tání materiálu. Všechny podmínky měření jsou shrnuty v následující tabulce:
Tabulka 1: Podmínky měření
| Držák vzorku | tříbodový ohyb, délka rozpětí 40 mm |
| Poměrný silový faktor | 1.2 |
| Dynamické zatížení | max. 10 N |
| Amplituda | 30 µm |
| Frekvence | 1 Hz |
| Teplotní rozsah | -50...180 °C při rychlosti ohřevu 2 K/min |
Nejdůležitější je pružná odezva
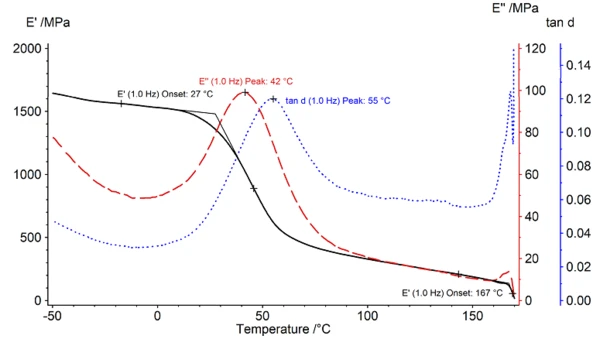
Na obrázku 2 jsou znázorněny výsledky měření modulu úložného odporu E', ztrátového modulu E" a činitele tlumení tand. Ukazují typické chování semikrystalického termoplastického materiálu. Modul skladovatelnosti vykazuje pokles při teplotách přechodu, skelného přechodu a tání a modul ztrát a tand vykazuje maximum. Faktor použitý pro analýzu je zvolen na základě efektu, který je nejzajímavější. Pro pochopení smršťování a vzniku zbytkových napětí je nejdůležitější elastická odezva (E'), která zde bude analyzována.
S rostoucí teplotou Pružnost a modul pružnostiPružnost pryže nebo entropická pružnost popisuje odolnost jakéhokoli pryžového nebo elastomerového systému proti vnější deformaci nebo deformaci. modul skladovatelnosti neustále klesá. Hodnota E' při pokojové teplotě je 1438 MPa. V datovém listu měřeného vzorku jsou obvykle uvedeny jiné hodnoty (zde: 1650 MPa), protože Youngův modul je měřen v tahu. Při měření DMA v ohybovém režimu působí na vzorek jak tlakové, tak tahové zatížení, zejména při měření silnějších vzorků. Nástup skelného přechodu byl stanoven na 27 °C. Po poklesu modulu dále klesají hodnoty z 500 MPa na 114 MPa při nástupu tání (167 °C).
Zatímco hodnota modulu skladovatelnosti E' těsně pod bodem tání je pro úspěšný proces tisku velmi důležitá, ve fázi chlazení je důležitý celý průběh. Vzhledem k velké změně modulu pružnosti při přechodu do skelného stavu musí být proces chlazení velmi pomalý (> 12 h pro celou sestavu), aby se omezilo nebo vyloučilo kroucení a vznik zbytkových napětí v této fázi. Pochopení tohoto chování může pomoci optimalizovat proces a potenciálně urychlit tuto časově náročnou fázi procesu.
O Ústavu technologie polymerů (LKT)
Institut technologie polymerů je akademický výzkumný ústav Univerzity Friedricha Alexandra v Erlangenu-Norimberku. Je jedním z lídrů v oblasti výzkumu aditivní výroby, zejména SLS. Mezi další hlavní oblasti výzkumu patří konstrukce lehkých materiálů a FRP, materiály a zpracování, technologie spojování a tribologie. Kromě těchto výzkumných zaměření se institut zabývá také mezioborovými tématy, jako je například míchání plniv, simulace zpracování a aplikací, radiačně zesítěné termoplasty, šetrné zpracování a mnoho dalších.

E-kniha ZDARMA
Tepelná analýza a reologie v aditivní výrobě polymerů
Objevte tajemství schopností systému AM, které mění pravidla hry! Naše nově vydaná e-kniha proniká hluboko do podstaty AM a odhaluje sílu spolehlivých technik charakterizace materiálu, konkrétně termické analýzy a reologie.