08.03.2021 by Dr. Natalie Rudolph, Rüdiger Sehling
SLS-osien jäännösjännitysten arviointi DMA:n avulla
Selektiivinen lasersintraus (SLS) on yksi käytetyimmistä additiivisen valmistuksen tekniikoista rakenteellisten muoviosien valmistukseen. Kun sitä käytetään korkeassa lämpötilassa, jäännösjännitykset voivat vaikuttaa haitallisesti osan suorituskykyyn. Jotta jäännösjännityksiä voitaisiin ymmärtää paremmin, tarvitaan tietoa materiaalin moduulista. Lue lisää jäännösjännityksistä ja siitä, miten materiaaliominaisuutta mitataan lämpöanalyysimenetelmällä.
Siksi niiden mittatarkkuuden on oltava korkea, jotta ne sopivat hyvin suurempiin kokoonpanoihin niiden käyttöiän aikana. Korkeissa lämpötiloissa käytettäessä jäännösjännitykset voivat vaikuttaa haitallisesti osan suorituskykyyn. Jotta jäännösjännityksiä voitaisiin ymmärtää paremmin, tarvitaan tietoa materiaalin moduulista.
Materiaalien, myös polymeerien, moduuli mitataan tyypillisesti staattisissa mekaanisissa testeissä, joissa jännitys-muodonmuutoskäyttäytyminen vetokokeen aikana piirretään ja Youngin moduuli lasketaan käyrän kaltevuutena 0,05...0,25 %:n jännityksen välillä. Sitä voidaan käyttää laadunvarmistuksessa, materiaalien kehittämisessä ja optimoinnissa sekä joissakin mitoitustehtävissä. Sitä ei kuitenkaan voida käyttää komponenttien suunnitteluun ja simulointiin.
Tätä varten on tärkeää saada aika- ja lämpötilariippuvaisia tietoja, jotka ennustavat materiaalin käyttäytymistä käyttöiän aikana realistisissa kuormitusolosuhteissa. Valittu menetelmä on dynaamis-mekaaninen analyysi (DMA), jossa näytteeseen kohdistetaan sinimuotoinen kuormitus ja materiaalin viskoelastinen vaste havaitaan. Vaihtelemalla lämpötilaa ja mittaustaajuutta voidaan analysoida myös lämpötila- ja aikariippuvuutta.
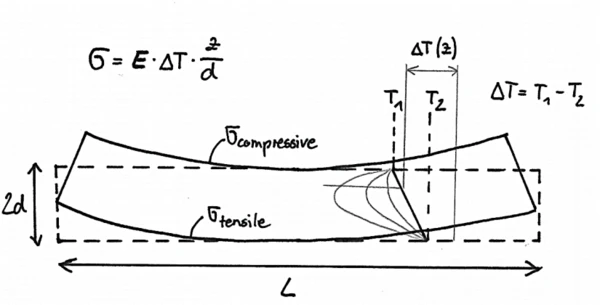
SLS-osien ominaisuuksien kehittymisen ymmärtämiseksi tulostuksen aikana ja erityisesti kutistumisen ja vääntymisen ymmärtämiseksi tarvitaan lämpötilariippuvaista DMA-mittausta. Jauhemaalauksen ja lasersulatuksen jatkuvan syklin aikana lämpötila muuttuu jatkuvasti kappaleen sisällä ja lämpötilagradientti muodostuu kappaleen alareunasta yläreunaan. Tämä voi aiheuttaa vääntymistä, joka selitetään tässä aiemmassa lämpölaajenemista käsittelevässä kirjoituksessa.
Jäännösjännitysten ymmärtäminen SLS-osassa
Toinen syyllistymisen vaikutus on kuitenkin jäännösjännitysten σ muodostuminen kappaleeseen, johon vaikuttavat E-moduuli ja lämpötilagradientti. On olemassa seuraava yksinkertaistettu suhde:
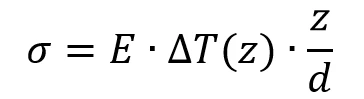
jossa ΔT on lämpötilagradientti ylä- ja alapuolen välillä, d on kappaleen paksuus ja z tarkoittaa tiettyä sijaintia kappaleen paksuuden poikki. Tästä suhteesta nähdään, että tietyn geometrian osalta jäännösjännitykset ovat sitä suurempia, mitä suurempi on lämpötilagradientti ja/tai mitä suurempi on moduuli.
Miten jäännösjännitykset määritetään DMA:n avulla?
Lämpötilariippuvaisen moduulitiedon saamiseksi Erlangen-Nürnbergin yliopiston polymeeriteknologian laitoksessa (LKT) painettiin koiranluukappaleet PA12-jauheella käyttäen vakioparametreja 0,4 J/mm3. Tämän jälkeen näytteet valmistettiin osoitteessa NETZSCH Analyzing & Testing leikkaamalla näiden koiranluiden keskikappaleet 50 mm:n pituisiksi, jolloin palkit olivat kooltaan 50 mm x 10 mm x 4,5 mm. Vaikka pinnassa on SLS-kappaleille tyypillinen karheus, ylimääräistä pintakäsittelyä ei valittu, koska pinnat olivat tasoparalleelisia.
Tämän jälkeen näytteet kuormitettiin NETZSCH DMA 242 E Artemis-laitteen 40 mm leveään taivutuslaitteeseen. Alkujäähdytyksen ja tasapainotusvaiheen jälkeen näytteitä lämmitettiin -50 °C:sta 180 °C:seen nopeudella 2 K/min, joka on hieman materiaalin sulamislämpötilan alapuolella. Seuraavassa taulukossa on yhteenveto kaikista mittausolosuhteista:
Taulukko 1: Mittausolosuhteet
| Näytteenpidin | 3 pisteen taivutus, 40 mm:n jänneväli |
| Suhteellinen voimakerroin | 1.2 |
| Dynaaminen kuormitus | max. 10 N |
| Amplitudi | 30 µm |
| Taajuus | 1 Hz |
| Lämpötila-alue | -50...180 °C lämmitysnopeudella 2 K/min. |
Elastinen vaste on tärkein
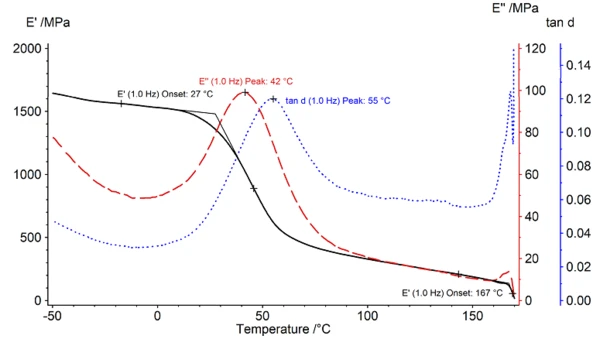
Kuvassa 2 esitetään varastointimoduulin E', häviömoduulin E" sekä vaimennuskertoimen tand mittaustulokset. Ne osoittavat puolikiteisen kestomuovimateriaalin tyypillisen käyttäytymisen. Varastointimoduuli laskee siirtymälämpötiloissa, lasittumisessa ja sulamisessa, ja ViskositeettimoduuliKompleksinen moduuli (viskoosikomponentti), häviömoduuli tai G'' on näytteiden kokonaiskompleksisen moduulin "imaginääriosa". Tämä viskoosikomponentti osoittaa mitattavan näytteen nestemäisen tai faasin ulkopuolisen vasteen. häviömoduuli ja tand osoittavat maksimin. Analyysissä käytetty tekijä valitaan sen vaikutuksen perusteella, joka on kiinnostavin. Kutistumisen ja jäännösjännityksen muodostumisen ymmärtämiseksi kimmovaste (E') on tärkein, ja sitä analysoidaan tässä.
Lämpötilan noustessa varastointimoduuli pienenee jatkuvasti. E':n arvo huoneenlämmössä on 1438 MPa. Mitatun näytteen tietolomakkeessa on tyypillisesti eri arvot (tässä 1650 MPa), koska Youngin moduuli mitataan jännityksessä. Kun DMA-mittaus tehdään taivutusmoodissa, näytteeseen kohdistuu sekä puristus- että vetokuormitus, varsinkin kun mitataan paksumpia näytteitä. Lasittumisen alkamisajankohdaksi määritettiin 27 °C. Moduulin laskun jälkeen arvot laskevat edelleen 500 MPa:sta 114 MPa:iin sulamisen alkaessa (167 °C).
Vaikka varastointimoduulin E' arvo juuri sulamisen alapuolella on erittäin tärkeä tulostusprosessin onnistumisen kannalta, koko prosessin eteneminen on tärkeää jäähdytysvaiheessa. Koska moduuli muuttuu voimakkaasti lasittumisvaiheessa, jäähdytysprosessin on oltava hyvin hidas (> 12 tuntia koko rakennuksen aikana), jotta voidaan vähentää tai poistaa vääntyminen ja jäännösjännitysten muodostuminen tässä vaiheessa. Tämän käyttäytymisen ymmärtäminen voi auttaa optimoimaan prosessia ja mahdollisesti nopeuttamaan tätä aikaa vievää prosessivaihetta.
Tietoja Polymeeriteknologian instituutista (LKT)
Polymeeriteknologian instituutti on Erlangen-Nürnbergin Friedrich-Alexander-yliopiston akateeminen tutkimuslaitos. Se on yksi johtavista laitoksista additiivisen valmistuksen, erityisesti SLS:n, tutkimuksessa. Muita päätutkimusalueita ovat kevytrakenteiden suunnittelu ja lujitemuovit, materiaalit ja prosessointi, liitostekniikka ja tribologia. Näiden tutkimuspainopisteiden lisäksi instituutti työskentelee myös poikkitieteellisten aiheiden parissa, kuten täyteaineiden sekoittaminen, prosessoinnin ja sovellusten simulointi, säteilyllä silloitetut kestomuovit, hellävarainen prosessointi ja monet muut.

ILMAINEN E-kirja
Lämpöanalyysi ja reologia polymeerien lisäainevalmistuksessa
Tutustu salaisuuksiin AM:n peliä muuttavien kykyjen takana! Äskettäin julkaistussa e-kirjassamme pureudutaan syvälle AM:n ytimeen ja paljastetaan luotettavien materiaalin karakterisointitekniikoiden, erityisesti lämpöanalyysin ja reologian, voima.