10.02.2021 by Andrew Gillen
تصنيع الإضافات المعدنية والحاجة إلى بيانات الخصائص الفيزيائية الحرارية الموثوقة
يشمل التصنيع الإضافي (AM) مجموعة متنوعة من التقنيات المناسبة لإنتاج المكونات من المواد الأولية السائلة أو الصلبة أو المسحوق. وقد أصبحت عملية الذوبان الانتقائي بالليزر الانتقائي (SLM)، وهي عملية دمج المسحوق في قاع المسحوق، عملية شائعة الاستخدام في تصنيع النماذج الأولية السريعة وتصنيع المكونات باستخدام المعادن والسبائك، وبدرجة أقل السيراميك. تعرّف على المزيد عن عملية صهر الذوبان بالحرارة والمواد المناسبة وكيفية تحسين معلمات الإدخال لتحسين جودة المنتج باستخدام التحليل الحراري.
في السنوات الأخيرة، برز التصنيع الإضافي (AM)، والمعروف أيضًا باسم الطباعة ثلاثية الأبعاد، كتقنية واعدة لتصنيع مكونات شبه شبكية فعالة من حيث التكلفة في صناعات السيارات والإلكترونيات والطب الحيوي والبناء والفضاء والأغذية. ركزنا في مقالات سابقة على تحديد نافذة العملية ودراسة سلوك التبلور المتساوي الحرارة لمساحيق البولي أميد (PA) 12 باستخدام التلبيد الانتقائي بالليزر.
ما هو الذوبان الانتقائي بالليزر؟
SLM، والمعروفة أيضًا باسم التلبيد المباشر للمعادن بالليزر (DMLS)، هي عملية دمج المسحوق في طبقة المسحوق (PBF) التي تستخدم ليزر عالي الكثافة كمصدر للطاقة لصهر ودمج مناطق انتقائية من المسحوق، طبقة تلو الأخرى، وفقًا لبيانات التصميم بمساعدة الكمبيوتر (CAD).
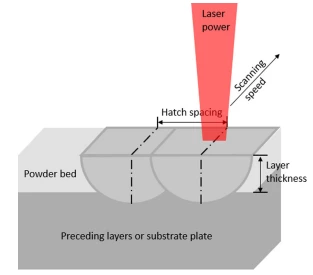
وقد تم تطوير عملية SLM في منتصف التسعينيات من قبل شركة F & S Stereolithographietechnik GmbH وشركة فراونهوفر ILT في ألمانيا. في عملية SLM، يتم تحديد جودة الجزء النهائي بقوة من خلال معلمات عملية الإدخال بما في ذلك طاقة الليزر وسرعة المسح الضوئي وتباعد الفتحات وسُمك الطبقة (المرجع الشكل 1).
على الرغم من أن المسحوق غير المنصهر المحيط يدعم الأجزاء المبنية بالفعل أو أجزاء من الأجزاء، فإن عمليات التثبيت بالليزر المعدني القائم على التثبيت بالليزر تتطلب هياكل دعم لنقل الحرارة والتثبيت. يجب إجراء الحرارة بعيدًا عن الجزء لتجنب ارتفاع درجة الحرارة وكذلك التغيرات غير المرغوب فيها في التشكل. يشير التثبيت إلى هيكل الدعم الذي يتم لحامه بلوحة البناء ويحتاج إلى إزالته بالقطع بعد ذلك. ونظرًا للتدرجات الهائلة لدرجات الحرارة التي تحدث في غرفة البناء، مع ارتفاع درجات الحرارة بشكل طفيف فقط مقارنةً بالبوليمر PBF، فإن تراكم الضغوط المتبقية والالتواء يمثل مشكلة كبيرة، والتي يتم تخفيفها عن طريق المراسي.
ما هي المواد المناسبة للإدارة المستدامة للألمنيوم؟
وقد استُخدمت عملية SLM لتصنيع السبائك المضافة بما في ذلك سبائك الفولاذ المقاوم للصدأ، وفولاذ الأدوات، والتيتانيوم، والألومنيوم، والكروم الكوبالت، والتنغستن، وسبائك النيكل فائقة القاعدة. بعض السبائك لها قابلية تطبيق محدودة على تقنية SLM بسبب انعكاساتها العالية، بسبب تفاعلها مع الأكسجين والامتصاصية والترطيب والخصائص الحرارية.
وقد تم تصنيع السيراميك بما في ذلك الألومينا والزركونيا وكربيد السيليكون بشكل إضافي باستخدام عملية الإدارة المستدامة للغاز، ومع ذلك، هناك المزيد من التحديات بشكل عام مع الإدارة المستدامة للغاز للسيراميك بسبب طبيعتها الهشة والتوصيل الحراري المنخفض نسبياً.
تحسين معلمات مدخلات AM لتحسين جودة المنتج
على الرغم من التطورات الأخيرة في عملية SLM، لا تزال هناك مشاكل مثل ارتفاع درجة الحرارة أو انخفاض درجة الحرارة وكذلك الاعوجاج يمكن أن تسبب مشاكل في جودة المنتج النهائي. تُبذل الجهود لاكتساب فهم أفضل لتوزيعات درجات الحرارة والأحمال الحرارية أثناء عملية SLM بحيث يمكن تحسين معلمات العملية، وفي النهاية تحسين جودة الجزء النهائي. وقد وفرت عمليات المحاكاة الحرارية الميكانيكية مثل تحليل العناصر المحدودة (FEA) وسيلة للنماذج الأولية الافتراضية وأصبحت ذات أهمية متزايدة حيث يقوم المصنعون بتحسين معلمات عملية الإدارة الآلية لسحب الألياف الزجاجية وهندسة هيكل الدعم لمختلف المواد.
تؤثر الموصلية الحرارية على معلمات عملية SLM
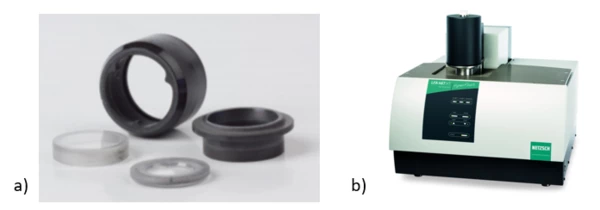
تتطلب المحاكاة التمثيلية الميكانيكية الحرارية الميكانيكية الحرارية للإدارة المستدامة للأسطح بيانات دقيقة تعتمد على درجة الحرارة والتوصيل الحراري لطبقة المسحوق والجزء المتصلب. يعد جهاز NETZSCH LFA 467 HT HyperFlash مناسبًا تمامًا لقياس التوصيل الحراري لمساحيق المواد الأولية للإدارة المستدامة للأسطح وكذلك الأجزاء المطبوعة بالإدارة المستدامة للأسطح النهائية حتى 1250 درجة مئوية. يمكن قياس التصحيح للكثافة المعتمدة على درجة الحرارة (ρ) بشكل روتيني باستخدام مقياس التمدد الكلاسيكي NETZSCH DIL 402 Expedis الكلاسيكي ويتم قياس السعة الحرارية النوعية (cp) في نطاق درجات الحرارة العالية باستخدام مقياس التمدد الحراري الرقمي (مثل، 404 F1 Pegasus®). يجب إجراء جميع القياسات في نفس نطاق درجة الحرارة.
مثال تطبيقي: الموصلية الحرارية لمسحوق الفولاذ المقاوم للصدأ الأوستنيتي
في المثال التطبيقي أدناه، تم استخدام طريقة الوميض (LFA) لقياس الانتشار الحراري لمسحوق الفولاذ الأوستنيتي المقاوم للصدأ من درجة حرارة الغرفة إلى 1000 درجة مئوية.
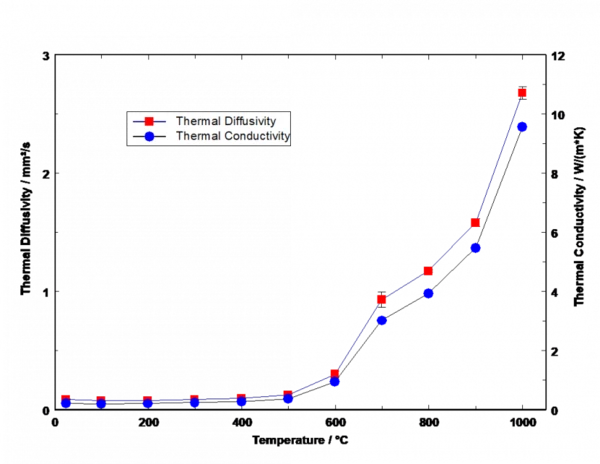
وكما يتضح من الشكل 3، تتبع الانتشارية الحرارية والتوصيلية الحرارية نفس الاتجاه. وبسبب خطوات التلبيد المختلفة، يزداد كلاهما بشكل ملحوظ. وبطبيعة الحال، تتأثر الزيادة في الموصلية الحرارية بالتغير في الانتشار الحراري والزيادة في كثافة قاع المسحوق فوق 500 درجة مئوية. يجب أن تؤخذ زيادة الموصلية الحرارية الناتجة عن تكثيف قاع المسحوق في الحسبان عند اختيار معلمات إدخال SLM المناسبة لضمان جودة المنتج المثلى. علاوة على ذلك، هذا هو أحد الأسباب التي جعلت البحث يركز على تكييف المعلمات طبقة تلو الأخرى أو حتى في مناطق محددة أثناء البناء.
المراجع
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (ديسمبر 01, 2015). مراجعة الذوبان الانتقائي بالليزر: المواد والتطبيقات. مراجعات الفيزياء التطبيقية، 2، 4، 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). المعايير، ومراقبة الجودة، وعلوم القياس في الطباعة ثلاثية الأبعاد والتصنيع الإضافي.
- Luo, C., Qiu, J., Yan, Y., Y., Tang, X., Yang, J., & Uher, C. (2018). تحليل العناصر المحدودة لمجالات درجة الحرارة والإجهاد أثناء عملية الذوبان الانتقائي بالليزر لـ SnTe الكهروحراري. مجلة تكنولوجيا معالجة المواد، 261، 74-85.

كتاب إلكتروني مجاني
التحليل الحراري وعلم الريولوجيا في التصنيع المضاف للبوليمر
اكتشف الأسرار الكامنة وراء قدرات التصنيع الإضافي التي تغير قواعد اللعبة! يتعمق كتابنا الإلكتروني الذي تم إصداره حديثًا في صميم عملية التصنيع الإضافي ويكشف النقاب عن قوة تقنيات توصيف المواد الموثوق بها، وتحديدًا التحليل الحراري وعلم الريولوجيا.