10.02.2021 by Andrew Gillen
Аддитивное производство металлов и необходимость в надежных данных о теплофизических свойствах
Аддитивное производство (АМ) включает в себя целый ряд технологий, позволяющих получать компоненты из жидкого, твердого или порошкового сырья. Селективное лазерное плавление (SLM), представляющее собой процесс плавления порошка, стало широко распространенным процессом AM для быстрого прототипирования и производства компонентов из металлов, сплавов и, в меньшей степени, керамики. Узнайте больше об SLM, подходящих материалах и о том, как оптимизировать входные параметры для повышения качества продукции с помощью термического анализа.
В последние годы аддитивное производство (АМ), также известное как 3D-печать, стало перспективной технологией для экономически эффективного производства компонентов практически чистой формы в автомобильной, электронной, биомедицинской, строительной, аэрокосмической и пищевой промышленности. В предыдущих статьях мы сосредоточились на определении технологического окна и изучении поведения изотермической кристаллизации порошков полиамида (PA) 12 с помощью ив лазерного спекания Select.
Что такое Selectактивное лазерное плавление?
SLM, также известная как прямое лазерное спекание металлов (DMLS), представляет собой процесс плавления порошкового слоя (PBF), в котором высокоинтенсивный лазер используется в качестве источника энергии для расплавления и сплавления selective зон порошка, слой за слоем, в соответствии с данными автоматизированного проектирования (CAD).
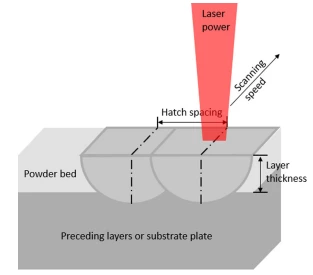
Процесс SLM был разработан в середине 1990-х годов компаниями F & S Stereolithographietechnik GmbH и Fraunhofer ILT в Германии. При SLM качество конечной детали в значительной степени определяется входными параметрами процесса, включая мощность лазера, скорость сканирования, расстояние между штрихами и толщину слоя (см. рис. 1).
Несмотря на то, что окружающий нерасплавленный порошок поддерживает уже изготовленные детали или их части, процессы PBF металлов требуют опорных конструкций для передачи тепла и крепления. Тепло должно отводиться от детали, чтобы избежать перегрева и нежелательных изменений в морфологии. Под креплением понимается опорная конструкция, которая приваривается к монтажной пластине и впоследствии должна быть удалена путем механической обработки. Из-за огромных температурных градиентов, возникающих в камере сборки, при незначительном повышении температуры по сравнению с полимерной PBF, накопление остаточных напряжений и коробление являются серьезной проблемой, которая решается с помощью анкеров.
Какие материалы подходят для SLM?
Процесс SLM используется для аддитивного производства сплавов, включая нержавеющую сталь, инструментальную сталь, titanиум, алюминий, кобальт-хром, вольфрам и суперсплавы на никелевой основе. Некоторые сплавы имеют ограниченную применимость для SLM из-за их высокой отражательной способности, из-за их реакционной способности к кислороду, поглощательной способности, смачиваемости и термических свойств.
Керамика, включая глинозем, диоксид циркония и карбид кремния, была аддитивно изготовлена с использованием процесса SLM, однако, как правило, существует больше проблем с SLM керамики из-за их хрупкой природы и относительно низкой теплопроводности.
Оптимизация входных параметров AM для повышения качества продукции
Несмотря на последние достижения в процессе SLM, такие проблемы, как перегрев или недогрев, а также коробление, по-прежнему могут вызывать проблемы с качеством конечного продукта. В настоящее время предпринимаются усилия для лучшего понимания распределения температур и тепловых нагрузок в процессе SLM, чтобы оптимизировать параметры процесса и, в конечном счете, качество конечной детали. Термомеханическое моделирование, такое как анализ методом конечных элементов (FEA), позволило создать виртуальный прототип и приобретает все большее значение по мере того, как производители оптимизируют параметры процесса SLM и геометрию опорной конструкции для различных материалов.
Влияние параметров процесса SLM на теплопроводность
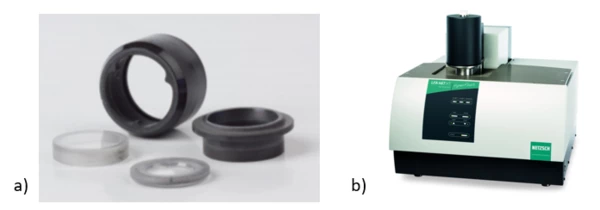
Для репрезентативного термомеханического моделирования SLM необходимы точные, зависящие от температуры данные о теплопроводности порошкового слоя и затвердевшей детали. Прибор NETZSCH LFA 467 HT HyperFlash хорошо подходит для измерения теплопроводности исходных порошков для SLM, а также готовых деталей, напечатанных методом SLM, при температуре до 1250°C. Поправка на плотность (ρ) в зависимости от температуры может быть измерена с помощью дилатометра NETZSCH DIL 402 Expedis Classic, а удельная теплоемкость (Удельная теплоемкость (cp)Теплоемкость - это специфическая для каждого материала физическая величина, определяемая количеством тепла, подведенного к образцу, деленным на полученное повышение температуры. Удельная теплоемкость относится к единице массы образца.cp) в высокотемпературном диапазоне измеряется с помощью NETZSCH DSC (например, 404 F1 Pegasus®). Все измерения должны проводиться в одном и том же температурном диапазоне.
Пример применения: Теплопроводность порошка аустенитной нержавеющей стали
В приведенном ниже примере применения метод вспышки (LFA) был использован для измерения теплопроводности порошка аустенитной нержавеющей стали от комнатной температуры до 1000°C.
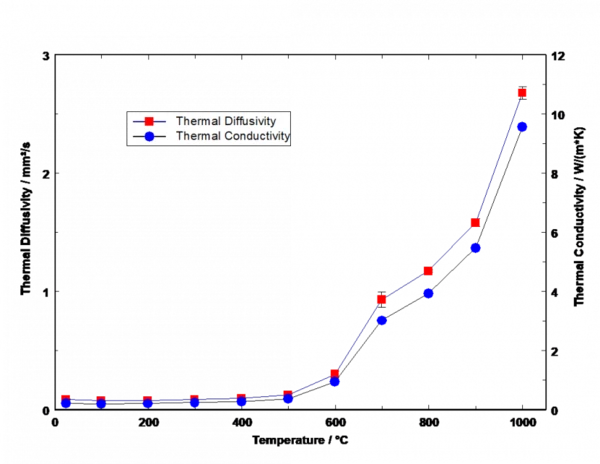
Как видно на рисунке 3, тепловая диффузия и теплопроводность следуют одной и той же тенденции. Вследствие различных этапов спекания оба показателя значительно возрастают. Конечно, на увеличение теплопроводности влияет изменение тепловой диффузии и увеличение плотности порошкового слоя выше 500°C. selectУвеличение теплопроводности в результате уплотнения порошкового слоя должно учитываться при выборе подходящих входных параметров SLM для обеспечения оптимального качества продукции. Кроме того, это одна из причин, по которой компания research уделяет особое внимание адаптации параметров слой за слоем или даже в определенных областях в процессе сборки.
Ссылки
- Яп, К. Я., Чуа, К. К., Донг, З. Л., Лю, З. Х., Чжан, Д. К., Лох, Л. Е., и Синг, С. Л. (01 декабря 2015 г.). Обзор сайта selective laser melting: Materials and applications. Обзоры по прикладной физике, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Стандарты, контроль качества и измерения в 3D-печати и аддитивном производстве.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Конечно-элементный анализ температурных полей и полей напряжений в процессе selectив лазерного плавления термоэлектрического SnTe. Journal of Materials Processing Technology, 261, 74-85.

Бесплатная электронная книга
Термический анализ и реология в аддитивном производстве полимеров
Откройте для себя секреты, лежащие в основе революционных возможностей АМ! Наша новая электронная книга глубоко погружается в суть АМ, раскрывая возможности надежных методов определения характеристик материалов, в частности термического анализа и реологии.