10.02.2021 by Andrew Gillen
Manufatura aditiva de metais e a necessidade de dados confiáveis sobre propriedades termofísicas
A manufatura aditiva (AM) engloba uma variedade de tecnologias adequadas para a produção de componentes a partir de matérias-primas líquidas, sólidas ou em pó. SelectA fusão a laser (SLM), um processo de fusão em leito de pó, tornou-se um processo de AM comumente usado para prototipagem rápida e fabricação de componentes usando metais, ligas e, em menor escala, cerâmica. Saiba mais sobre SLM, materiais adequados e como otimizar os parâmetros de entrada para melhorar a qualidade do produto usando a Análise Térmica.
Nos últimos anos, a manufatura aditiva (AM), também conhecida como impressão 3D, surgiu como uma tecnologia promissora para a fabricação econômica de componentes de formato quase líquido nos setores automotivo, eletrônico, biomédico, de construção, aeroespacial e alimentício. Em artigos anteriores, nos concentramos na determinação da janela de processo e no estudo do comportamento de cristalização isotérmica de pós de poliamida (PA) 12 usando a SinterizaçãoA sinterização é um processo de produção para formar um corpo mecanicamente forte a partir de um pó cerâmico ou metálico. sinterização a laser em linha Select.
O que é Selective Laser Melting?
selectO SLM, também conhecido como SinterizaçãoA sinterização é um processo de produção para formar um corpo mecanicamente forte a partir de um pó cerâmico ou metálico. sinterização direta de metal a laser (DMLS), é um processo deTemperaturas e entalpias de fusãoA entalpia de fusão de uma substância, também conhecida como calor latente, é uma medida da entrada de energia, normalmente calor, necessária para converter uma substância do estado sólido para o líquido. O ponto de fusão de uma substância é a temperatura na qual ela muda de estado, passando do sólido (cristalino) para o líquido (fusão isotrópica). fusão de leito de pó (PBF) que usa um laser de alta intensidade como fonte de energia para derreter e fundir zonas de pó, camada por camada, de acordo com dados de projeto auxiliado por computador (CAD).
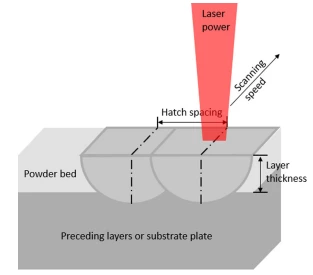
O processo SLM foi desenvolvido em meados da década de 1990 pela F & S Stereolithographietechnik GmbH e pela Fraunhofer ILT na Alemanha. No SLM, a qualidade da peça final é fortemente definida pelos parâmetros do processo de entrada, incluindo a potência do laser, a velocidade de varredura, o espaçamento das hachuras e a espessura da camada (ref. Figura 1).
Embora o pó circundante não derretido esteja apoiando as peças ou partes das peças já construídas, os processos de PBF de metal exigem estruturas de apoio para transferência de calor e ancoragem. O calor precisa ser conduzido para longe da peça para evitar superaquecimento e mudanças indesejadas na morfologia. A ancoragem refere-se à estrutura de suporte que é soldada à placa de construção e que precisa ser removida posteriormente por meio de usinagem. Devido aos enormes gradientes de temperatura que ocorrem na câmara de construção, com temperaturas apenas ligeiramente elevadas em comparação com a PBF de polímero, o acúmulo de tensões residuais e empenamento é um grande problema, que é atenuado pelas âncoras.
Quais materiais são adequados para SLM?
O processo SLM tem sido usado para a fabricação aditiva de ligas, incluindo aço inoxidável, aço para ferramentas, titanium, alumínio, cobalto-cromo, tungstênio e superligas à base de níquel. Algumas ligas têm aplicabilidade limitada ao SLM devido à sua alta refletividade, à sua reatividade ao oxigênio, à absortividade, à molhabilidade e às propriedades térmicas.
As cerâmicas, incluindo alumina, zircônia e carbeto de silício, foram fabricadas de forma aditiva usando o processo SLM; no entanto, geralmente há mais desafios com o SLM de cerâmicas devido à sua natureza frágil e à Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica relativamente baixa.
Otimização dos parâmetros de entrada de AM para melhorar a qualidade do produto
Apesar dos recentes avanços no processo SLM, problemas como superaquecimento ou subaquecimento, bem como empenamento, ainda podem causar problemas na qualidade do produto final. Estão sendo feitos esforços para compreender melhor as distribuições de temperatura e as cargas térmicas durante a SLM para que os parâmetros do processo e, em última análise, a qualidade da peça final possam ser otimizados. As simulações termomecânicas, como a análise de elementos finitos (FEA), forneceram um meio de prototipagem virtual e se tornaram cada vez mais importantes à medida que os fabricantes otimizam os parâmetros do processo SLM e as geometrias da estrutura de suporte para diferentes materiais.
A condutividade térmica influencia os parâmetros do processo SLM
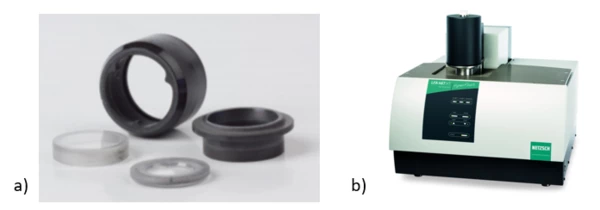
Uma simulação SLM termomecânica representativa requer dados precisos de Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica dependentes da temperatura do leito de pó e da peça solidificada. O NETZSCH LFA 467 HT HyperFlash é adequado para medir a Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica de pós de matéria-prima SLM, bem como de peças impressas SLM acabadas até 1250°C. A correção da DensidadeA densidade de massa é definida como a relação entre massa e volume. densidade dependente da temperatura (ρ) pode ser medida rotineiramente usando um dilatômetro NETZSCH DIL 402 Expedis Classic e a capacidade de calor específica (Capacidade térmica específica (cp)A capacidade térmica é uma quantidade física específica do material, determinada pela quantidade de calor fornecida à amostra, dividida pelo aumento de temperatura resultante. A capacidade de calor específica está relacionada a uma unidade de massa do corpo de prova.cp) na faixa de alta temperatura é medida usando um DSC NETZSCH (por exemplo, 404 F1 Pegasus®). Todas as medições devem ser realizadas na mesma faixa de temperatura.
Exemplo de aplicação: Condutividade térmica de pó de aço inoxidável austenítico
No exemplo de aplicação abaixo, o método flash (LFA) foi usado para medir a Difusividade térmicaA difusividade térmica (a com a unidade mm2/s) é uma propriedade específica do material para caracterizar a condução de calor instável. Esse valor descreve a rapidez com que um material reage a uma mudança de temperatura.difusividade térmica do pó de aço inoxidável austenítico da temperatura ambiente a 1.000 °C.
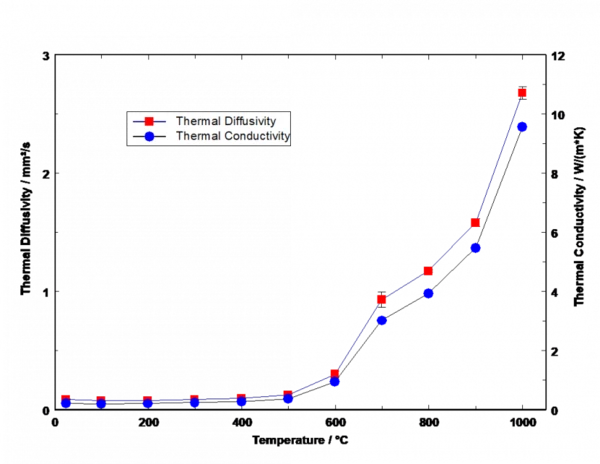
Como pode ser visto na Figura 3, a Difusividade térmicaA difusividade térmica (a com a unidade mm2/s) é uma propriedade específica do material para caracterizar a condução de calor instável. Esse valor descreve a rapidez com que um material reage a uma mudança de temperatura.difusividade térmica e a Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica seguem a mesma tendência. Devido às diferentes etapas de SinterizaçãoA sinterização é um processo de produção para formar um corpo mecanicamente forte a partir de um pó cerâmico ou metálico. sinterização, ambas aumentam significativamente. Obviamente, o aumento da Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica é influenciado pela mudança na Difusividade térmicaA difusividade térmica (a com a unidade mm2/s) é uma propriedade específica do material para caracterizar a condução de calor instável. Esse valor descreve a rapidez com que um material reage a uma mudança de temperatura.difusividade térmica e pelo aumento da DensidadeA densidade de massa é definida como a relação entre massa e volume. densidade do leito de pó acima de 500°C. O aumento da Condutividade térmicaA condutividade térmica (λ com a unidade W/(m-K)) descreve o transporte de energia - na forma de calor - por um corpo de massa como resultado de um gradiente de temperatura (veja a fig. 1). De acordo com a segunda lei da termodinâmica, o calor sempre flui na direção da temperatura mais baixa.condutividade térmica decorrente da densificação do leito de pó deve ser levado em conta quando se selectdefine os parâmetros de entrada SLM adequados para garantir a qualidade ideal do produto. Além disso, esse é um dos motivos pelos quais a pesquisaarctem se concentrado na adaptação dos parâmetros camada por camada ou mesmo em regiões específicas durante a construção.
Referências
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (01 de dezembro de 2015). Revisão de selective laser melting: Materials and applications. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Padrões, controle de qualidade e ciências de medição em impressão 3D e manufatura aditiva.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Análise de elementos finitos dos campos de temperatura e EstirpeA deformação descreve uma deformação de um material, que é carregado mecanicamente por uma força ou estresse externo. Os compostos de borracha apresentam propriedades de deformação se uma carga estática for aplicada.tensão durante o processo deTemperaturas e entalpias de fusãoA entalpia de fusão de uma substância, também conhecida como calor latente, é uma medida da entrada de energia, normalmente calor, necessária para converter uma substância do estado sólido para o líquido. O ponto de fusão de uma substância é a temperatura na qual ela muda de estado, passando do sólido (cristalino) para o líquido (fusão isotrópica). fusão a laser selectde SnTe termoelétrico. Journal of Materials Processing Technology, 261, 74-85.

E-Book GRATUITO
Análise térmica e reologia na fabricação de aditivos de polímeros
Descubra os segredos por trás dos recursos revolucionários da AM! Nosso ebook recém-lançado se aprofunda no coração da AM, revelando o poder das técnicas confiáveis de caracterização de materiais, especificamente a análise térmica e a reologia.