10.02.2021 by Andrew Gillen
Metal Additive Manufacturing and the Need for Reliable Thermophysical Property Data
Additive Manufacturing (AM) encompasses a variety of technologies suitable for producing components from liquid, solid or powder feedstocks. Selective Laser Melting (SLM), a powder-bed fusion process, has become a commonly used AM process for rapid prototyping and component manufacturing using metals, alloys and, to a lesser extent, ceramics. Learn more about SLM, suitable materials and how to optimize input parameters for improved product quality using Thermal Analysis.
In recent years, Additive Manufacturing (AM), also known as 3D printing, has emerged as a promising technology for cost-effective near-net shape component manufacturing across the automotive, electronics, biomedical, construction, aerospace and food industries. In previous articles, we have focused on determining the process window and studying the isothermal crystallization behavior of polyamide (PA) 12 powders using in Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering.
What is Selective Laser Melting?
SLM, also known as direct metal laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering (DMLS), is a powder bed-fusion (PBF) process that uses a high-intensity laser as an energy source to melt and fuse selective zones of powder, layer by layer, according to computer aided design (CAD) data.
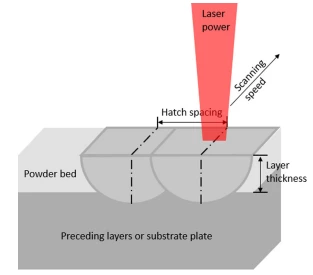
The SLM process was developed in the mid-1990’s by F & S Stereolithographietechnik GmbH and the Fraunhofer ILT in Germany. In SLM, the quality of the final part is strongly defined by the input process parameters including laser power, scanning speed, hatch spacing and layer thickness (ref. Figure 1).
Even though the surrounding, unmelted powder is supporting the already built parts or portions of the parts, metal PBF processes require support structures for heat transfer and anchoring. The heat needs to be conducted away from the part to avoid overheating as well as unwanted changes in the morphology. The anchoring refers to the support structure that is welded to the build plate and needs to be removed by machining afterwards. Due to the huge temperature gradients that occur in the build chamber, with only slightly raised temperatures compared to polymer PBF, the build-up of residual stresses and warpage is a major problem, which is mitigated by the anchors.
Which Materials Are Suitable for SLM?
The SLM process has been used for additively manufacturing alloys including stainless steel, tool steel, titanium, aluminum, cobalt-chrome, tungsten and nickel-base superalloys. Some alloys have limited applicability to SLM due to their high reflectivity, due to their reactivity to oxygen, absorptivity, wetting and thermal properties.
Ceramics including alumina, zirconia and silicon carbide have been additively manufactured using the SLM process, however, there are generally more challenges with SLM of ceramics due to their brittle nature and relatively low Thermal ConductivityThermal conductivity (λ with the unit W/(m•K)) describes the transport of energy – in the form of heat – through a body of mass as the result of a temperature gradient (see fig. 1). According to the second law of thermodynamics, heat always flows in the direction of the lower temperature.thermal conductivity.
Optimizing AM Input Parameters for Improved Product Quality
Despite recent advancements in the SLM process, problems such as overheating or underheating as well as warpage can still cause problems with final product quality. Efforts are being made to gain a better understanding of the temperature distributions and thermal loads during SLM so process parameters, and ultimately final part quality can be optimized. Thermo-mechanical simulations such as finite element analysis (FEA) have provided a means for virtual prototyping and have become increasingly important as manufacturers optimize SLM process parameters and support structure geometries for different materials.
Thermal Conductivity influences SLM Process Parameters
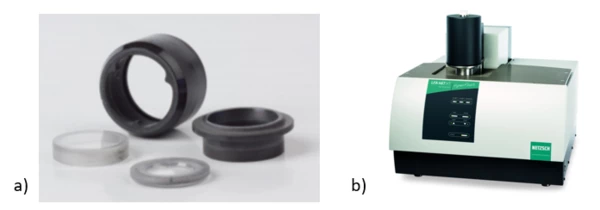
A representative thermomechanical SLM simulation requires accurate, temperature- dependent Thermal ConductivityThermal conductivity (λ with the unit W/(m•K)) describes the transport of energy – in the form of heat – through a body of mass as the result of a temperature gradient (see fig. 1). According to the second law of thermodynamics, heat always flows in the direction of the lower temperature.thermal conductivity data of the powder bed and the solidified part. The NETZSCH LFA 467 HT HyperFlash is well suited measuring the Thermal ConductivityThermal conductivity (λ with the unit W/(m•K)) describes the transport of energy – in the form of heat – through a body of mass as the result of a temperature gradient (see fig. 1). According to the second law of thermodynamics, heat always flows in the direction of the lower temperature.thermal conductivity of SLM feedstock powders as well as finished SLM printed parts up to 1250°C. Correction for temperature-dependent DensityThe mass density is defined as the ratio between mass and volume. density (ρ) can be routinely measured using a NETZSCH DIL 402 Expedis® Classic dilatometer and the Specific Heat Capacity (cp)Heat capacity is a material-specific physical quantity, determined by the amount of heat supplied to specimen, divided by the resulting temperature increase. The specific heat capacity is related to a unit mass of the specimen.specific heat capacity (cp) in the high-temperature range is measured using a NETZSCH DSC (e.g., 404 F1 Pegasus®). All measurements should be performed in the same temperature range.
Application Example: Thermal Conductivity of Austenitic Stainless Steel Powder
In the below application example, the flash method (LFA) was used to measure the Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity of austenitic stainless steel powder from room temperature to 1000°C.
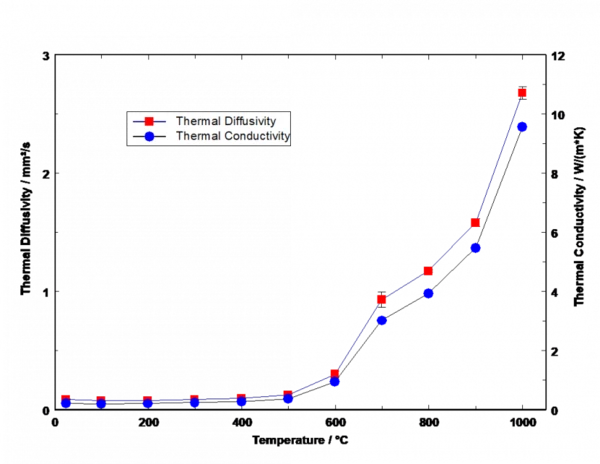
As can be seen in Figure 3, the Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity and Thermal ConductivityThermal conductivity (λ with the unit W/(m•K)) describes the transport of energy – in the form of heat – through a body of mass as the result of a temperature gradient (see fig. 1). According to the second law of thermodynamics, heat always flows in the direction of the lower temperature.thermal conductivity follow the same trend. Due to the different SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. sintering steps, both increase significantly. Of course, the increase in thermal conductivity is influenced by the change in Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity and the increase in DensityThe mass density is defined as the ratio between mass and volume. density of the powder bed above 500°C. Increasing thermal conductivity from powder-bed densification must be accounted for when selecting suitable SLM input parameters to ensure optimum product quality. Furthermore, this is one of the reasons why research has been focusing on adapting the parameters layer by layer or even in specific regions during the build.
References
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (December 01, 2015). Review of selective laser melting: Materials and applications. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Standards, quality control, and measurement sciences in 3D printing and additive manufacturing.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Finite element analysis of temperature and StressStress is defined as a level of force applied on a sample with a well-defined cross section. (Stress = force/area). Samples having a circular or rectangular cross section can be compressed or stretched. Elastic materials like rubber can be stretched up to 5 to 10 times their original length.stress fields during the selective laser melting process of thermoelectric SnTe. Journal of Materials Processing Technology, 261, 74-85.

FREE E-Book
Thermal Analysis and Rheology in Polymer Additive Manufacturing
Discover the secrets behind AM's game-changing capabilities! Our newly released ebook delves deep into the heart of AM, unveiling the power of reliable material characterization techniques, specifically thermal analysis and rheology.