10.02.2021 by Andrew Gillen
Πρόσθετη κατασκευή μετάλλων και η ανάγκη για αξιόπιστα δεδομένα θερμοφυσικών ιδιοτήτων
Η προσθετική κατασκευή (AM) περιλαμβάνει μια ποικιλία τεχνολογιών κατάλληλων για την παραγωγή εξαρτημάτων από υγρές, στερεές ή κονιοποιημένες πρώτες ύλες. Η επιλεκτική τήξη με λέιζερ (SLM), μια διεργασία σύντηξης σε κλίνη σκόνης, έχει γίνει μια ευρέως χρησιμοποιούμενη διεργασία ΑΜ για την ταχεία κατασκευή πρωτοτύπων και εξαρτημάτων με τη χρήση μετάλλων, κραμάτων και, σε μικρότερο βαθμό, κεραμικών. Μάθετε περισσότερα σχετικά με τη SLM, τα κατάλληλα υλικά και τον τρόπο βελτιστοποίησης των παραμέτρων εισόδου για βελτιωμένη ποιότητα του προϊόντος με τη χρήση θερμικής ανάλυσης.
Τα τελευταία χρόνια, η Προσθετική Κατασκευή (AM), γνωστή και ως τρισδιάστατη εκτύπωση, έχει αναδειχθεί ως μια πολλά υποσχόμενη τεχνολογία για την οικονομικά αποδοτική κατασκευή εξαρτημάτων σχεδόν καθαρού σχήματος στις βιομηχανίες αυτοκινήτων, ηλεκτρονικών, βιοϊατρικής, κατασκευών, αεροδιαστημικής και τροφίμων. Σε προηγούμενα άρθρα, έχουμε επικεντρωθεί στον προσδιορισμό του παραθύρου διεργασίας και στη μελέτη της συμπεριφοράς ισοθερμοκρασιακής κρυστάλλωσης των σκονών πολυαμιδίου (PA) 12 με χρήση in Selective Laser Sintering.
Τι είναι το Selective Laser Melting
Η SLM, επίσης γνωστή ως άμεση πυροσυσσωμάτωση μετάλλων με λέιζερ (DMLS), είναι μια διεργασία σύντηξης κλίνης σκόνης (PBF) που χρησιμοποιεί ένα υψηλής έντασης λέιζερ ως πηγή ενέργειας για να λιώσει και να συγχωνεύσει selective ζώνες σκόνης, στρώμα προς στρώμα, σύμφωνα με δεδομένα σχεδιασμού με τη βοήθεια υπολογιστή (CAD).
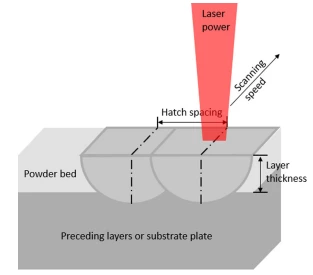
Η διαδικασία SLM αναπτύχθηκε στα μέσα της δεκαετίας του 1990 από την F & S Stereolithographietechnik GmbH και το Fraunhofer ILT στη Γερμανία. Στην SLM, η ποιότητα του τελικού τεμαχίου καθορίζεται σε μεγάλο βαθμό από τις παραμέτρους της διεργασίας εισόδου, όπως η ισχύς του λέιζερ, η ταχύτητα σάρωσης, η απόσταση μεταξύ των καταπακτών και το πάχος του στρώματος (βλ. Σχήμα 1).
Παρόλο που η περιβάλλουσα, μη λιωμένη σκόνη στηρίζει τα ήδη κατασκευασμένα μέρη ή τμήματα των μερών, οι διεργασίες PBF μετάλλων απαιτούν δομές στήριξης για τη μεταφορά θερμότητας και την αγκύρωση. Η θερμότητα πρέπει να διοχετεύεται μακριά από το τεμάχιο για την αποφυγή υπερθέρμανσης καθώς και ανεπιθύμητων αλλαγών στη μορφολογία. Η αγκύρωση αναφέρεται στη δομή στήριξης που συγκολλάται στην πλάκα κατασκευής και πρέπει να αφαιρεθεί με μηχανική κατεργασία στη συνέχεια. Λόγω των τεράστιων κλίσεων θερμοκρασίας που εμφανίζονται στο θάλαμο κατασκευής, με ελάχιστα αυξημένες θερμοκρασίες σε σύγκριση με το πολυμερές PBF, η δημιουργία παραμενουσών τάσεων και στρεβλώσεων είναι ένα σημαντικό πρόβλημα, το οποίο μετριάζεται από τις αγκυρώσεις.
Ποια υλικά είναι κατάλληλα για SLM
Η διαδικασία SLM έχει χρησιμοποιηθεί για την προσθετική κατασκευή κραμάτων, όπως ανοξείδωτος χάλυβας, εργαλειοχάλυβας, titanium, αλουμίνιο, κοβάλτιο-χρώμιο, βολφράμιο και υπερκράματα με βάση το νικέλιο. Ορισμένα κράματα έχουν περιορισμένη δυνατότητα εφαρμογής σε SLM λόγω της υψηλής ανακλαστικότητάς τους, λόγω της αντιδραστικότητάς τους στο οξυγόνο, της απορροφητικότητας, της διαβροχής και των θερμικών ιδιοτήτων τους.
Τα κεραμικά, συμπεριλαμβανομένης της αλουμίνας, της ζιρκονίας και του καρβιδίου του πυριτίου, έχουν κατασκευαστεί προσθετικά με τη διαδικασία SLM, ωστόσο, υπάρχουν γενικά περισσότερες προκλήσεις με την SLM των κεραμικών λόγω της εύθραυστης φύσης τους και της σχετικά χαμηλής θερμικής αγωγιμότητας.
Βελτιστοποίηση των παραμέτρων εισόδου AM για βελτιωμένη ποιότητα προϊόντος
Παρά τις πρόσφατες εξελίξεις στη διαδικασία SLM, προβλήματα όπως η υπερθέρμανση ή η υποθέρμανση, καθώς και η παραμόρφωση μπορούν ακόμη να προκαλέσουν προβλήματα στην ποιότητα του τελικού προϊόντος. Καταβάλλονται προσπάθειες για την καλύτερη κατανόηση των κατανομών θερμοκρασίας και των θερμικών φορτίων κατά τη διάρκεια της SLM, ώστε να βελτιστοποιηθούν οι παράμετροι της διαδικασίας και τελικά η ποιότητα του τελικού τεμαχίου. Οι θερμομηχανικές προσομοιώσεις, όπως η ανάλυση πεπερασμένων στοιχείων (FEA), παρείχαν ένα μέσο για την εικονική πρωτοτυποποίηση και γίνονται όλο και πιο σημαντικές καθώς οι κατασκευαστές βελτιστοποιούν τις παραμέτρους της διαδικασίας SLM και τις γεωμετρίες των δομών στήριξης για διαφορετικά υλικά.
Η θερμική αγωγιμότητα επηρεάζει τις παραμέτρους της διαδικασίας SLM
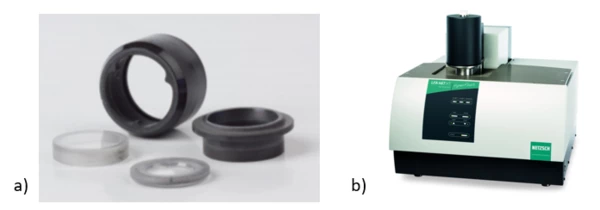
Μια αντιπροσωπευτική θερμομηχανική προσομοίωση SLM απαιτεί ακριβή, εξαρτώμενα από τη θερμοκρασία δεδομένα θερμικής αγωγιμότητας της κλίνης σκόνης και του στερεοποιημένου τεμαχίου. Το NETZSCH LFA 467 HT HyperFlash είναι κατάλληλο για τη μέτρηση της θερμικής αγωγιμότητας των σκονών τροφοδοσίας SLM καθώς και των τελικών εκτυπωμένων μερών SLM έως 1250°C. Η διόρθωση της εξαρτώμενης από τη θερμοκρασία πυκνότητας (ρ) μπορεί να μετρηθεί συνήθως με τη χρήση ενός διαστομέτρου NETZSCH DIL 402 Expedis Classic και η ειδική θερμοχωρητικότητα (Ειδική θερμοχωρητικότητα (cp)Η θερμοχωρητικότητα είναι ένα φυσικό μέγεθος ειδικό για κάθε υλικό, το οποίο καθορίζεται από την ποσότητα θερμότητας που παρέχεται στο δείγμα, διαιρούμενη με την προκύπτουσα αύξηση της θερμοκρασίας. Η ειδική θερμοχωρητικότητα σχετίζεται με τη μονάδα μάζας του δείγματος.cp) στην περιοχή υψηλών θερμοκρασιών μετράται με τη χρήση ενός DSC NETZSCH (π.χ. 404 F1 Pegasus®). Όλες οι μετρήσεις πρέπει να πραγματοποιούνται στο ίδιο εύρος θερμοκρασιών.
Παράδειγμα εφαρμογής: Σκόνη ωστενιτικού ανοξείδωτου χάλυβα: Θερμική αγωγιμότητα
Στο παρακάτω παράδειγμα εφαρμογής, η μέθοδος flash (LFA) χρησιμοποιήθηκε για τη μέτρηση της θερμικής διαχυτότητας σκόνης ωστενιτικού ανοξείδωτου χάλυβα από θερμοκρασία δωματίου έως 1000°C.
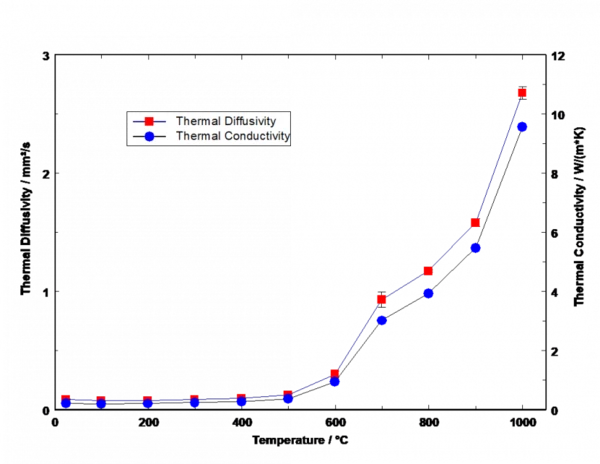
Όπως φαίνεται στο Σχήμα 3, η θερμική διάχυση και η θερμική αγωγιμότητα ακολουθούν την ίδια τάση. Λόγω των διαφορετικών σταδίων πυροσυσσωμάτωσης, και οι δύο αυξάνονται σημαντικά. Φυσικά, η αύξηση της θερμικής αγωγιμότητας επηρεάζεται από τη μεταβολή της θερμικής διάχυσης και την αύξηση της πυκνότητας της κλίνης σκόνης πάνω από τους 500°C. Η αύξηση της θερμικής αγωγιμότητας από τη συμπύκνωση της κλίνης σκόνης πρέπει να λαμβάνεται υπόψη όταν selectκατάλληλες παραμέτρους εισόδου SLM για να εξασφαλιστεί η βέλτιστη ποιότητα του προϊόντος. Επιπλέον, αυτός είναι ένας από τους λόγους για τους οποίους η research έχει επικεντρωθεί στην προσαρμογή των παραμέτρων ανά στρώμα ή ακόμη και σε συγκεκριμένες περιοχές κατά τη διάρκεια της κατασκευής.
Αναφορές
- Yap, C. Y., Chua, C. K., Dong, Z. L., Liu, Z. H., Zhang, D. Q., Loh, L. E., & Sing, S. L. (December 01, 2015). Ανασκόπηση του selective laser melting: Υλικά και εφαρμογές. Applied Physics Reviews, 2, 4, 41101. \
- Chua, C. K., Wong, C. H., & Yeong, W. Y. (2017). Πρότυπα, έλεγχος ποιότητας και επιστήμες μέτρησης στην τρισδιάστατη εκτύπωση και την προσθετική κατασκευή.
- Luo, C., Qiu, J., Yan, Y., Tang, X., Yang, J., & Uher, C. (2018). Ανάλυση πεπερασμένων στοιχείων των πεδίων θερμοκρασίας και τάσεων κατά τη διαδικασία τήξης selective laser του θερμοηλεκτρικού SnTe. Journal of Materials Processing Technology, 261, 74-85.

ΔΩΡΕΑΝ ηλεκτρονικό βιβλίο
Θερμική ανάλυση και ρεολογία στην προσθετική κατασκευή πολυμερών
Ανακαλύψτε τα μυστικά που κρύβονται πίσω από τις δυνατότητες της ΑΜ που αλλάζουν το παιχνίδι! Το νεοεκδοθέν ηλεκτρονικό βιβλίο μας εισχωρεί βαθιά στην καρδιά της ΑΜ, αποκαλύπτοντας τη δύναμη των αξιόπιστων τεχνικών χαρακτηρισμού υλικών, συγκεκριμένα της θερμικής ανάλυσης και της ρεολογίας.