30.11.2020 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Как определить технологическое окно для порошков SLS с помощью ДСК
В технологии Powder Bed Fusion (PBF), часто называемой селективным лазерным спеканием (SLS), компонент формируется слоями в порошковом слое с помощью лазерного луча, проходящего по сечению слоя для локального расплавления порошка. Для того чтобы определить пригодность полимерного порошка для SLS и определить возможное технологическое окно, используется дифференциальная сканирующая калориметрия (ДСК). Узнайте, как настроить и интерпретировать результаты измерений!
При сплавлении порошкового слоя (PBF), часто называемом Selectив лазерном спекании (SLS), деталь формируется послойно в порошковом слое с помощью лазерного луча, проходящего по сечению слоя для локального расплавления порошка. Однако, чтобы избежать неоднородного затвердевания и коробления, расплав поддерживается при температуре выше температуры кристаллизации, чтобы предотвратить его затвердевание до того, как вся деталь будет готова. Окружающий порошок остается твердым и сохраняет форму расплавленной геометрии.
Читайте здесь наше введение в процесс SLS!
На сегодняшний день наиболее распространенным порошком для SLS является полиамид 12 (PA12). Однако промышленность постоянно ищет новые полимерные порошки, чтобы открыть возможности для новых применений и сегментов рынка.
Как настроить измерение
Для того чтобы определить пригодность полимерного порошка для SLS и определить возможное технологическое окно, необходимо провести измерения методом дифференциальной сканирующей калориметрии (ДСК).
Динамические измерения проводятся для определения плавления и кристаллизации с помощью прибора NETZSCH DSC 214.Polymaв данном примере образец порошка PA12 массой 5 мг был помещен в алюминиевую кастрюлю с вогнутым дном (Concavus®al) и закрытой крышкой. Образец был охлажден от комнатной температуры, чтобы начать измерение при 0°C. Затем его нагревали до 200°C со скоростью нагрева 10 К/мин и охлаждали с той же скоростью 10 К/мин до 0°C. Этот цикл повторялся несколько раз. Все условия измерений сведены в следующую таблицу:
Таблица 1: Условия измерений
| Сковорода | Concavus®al, закрытая крышка |
| Вес образца | 5.024 мг |
| Атмосфера | N2 |
| Диапазон температур | от 0°C до 200°C при скорости нагрева и охлаждения 10 K/мин |
Определение технологического окна с помощью первого цикла
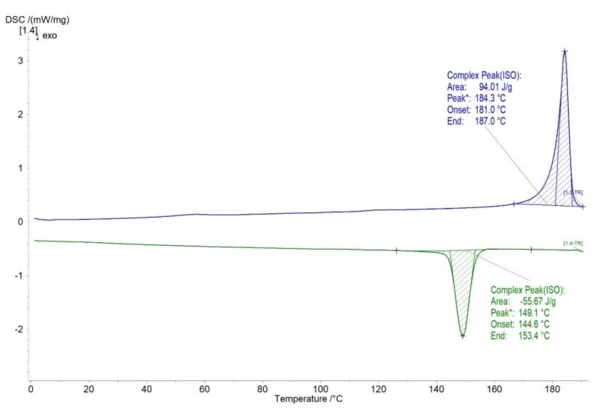
На рисунке 1 показаны результаты1-го цикла нагревания (синий) и охлаждения (зеленый). Начало плавления происходит при 181°C, а начало кристаллизации - при 153,4°C (здесь обозначено как "Конец" в связи с анализом от низких до высоких температур).
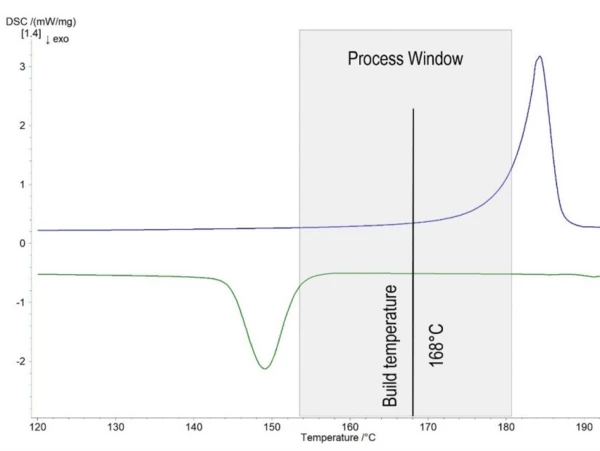
Учитывая, что температура процесса должна быть установлена между началом плавления и кристаллизации, измеренный порошок PA12 обеспечивает технологическое окно в 27,6°C (рис. 2). Типичная температура сборки для этого материала составляет 168 °C, что находится в середине технологического окна. В случаях, когда температура сборки слишком близка к началу кристаллизации, детали имеют температурные градиенты larger и деформируются. В случаях, когда температура сборки слишком близка к началу плавления, горячий расплав действует как горячий спots. На поверхностях происходит спекание окружающего твердого порошка, что приводит к боковому росту деталей.
Сравнение первого и второго циклов нагрева для более детального изучения материала
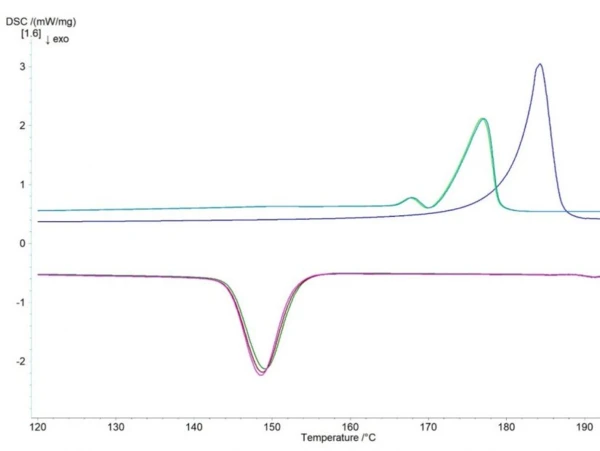
Хотя для определения технологического окна наиболее важен первый нагрев порошка, рекомендуется сравнить и второй нагрев. В случае данного измерения циклы нагрева и охлаждения повторялись несколько раз, и на рисунке 3 показаны результаты трех запусков.
Во-первых, видно, что пик плавления порошка (первый нагрев) смещен к более высоким температурам из-за немного уменьшенной поверхности контакта порошка с кастрюлей, а также более высокой поверхностной энергии порошка. Во-вторых, видно, что вовтором и всех последующих циклах нагрева наблюдается двойной пик с более низкой температурой начала плавления. Этот пик указывает на кристаллическую структуру, отличную от структуры порошка, что довольно уникально для данного порошка PA12 и не наблюдается для других PA12.он показывает, что при охлаждении, помимо обычных α- и γ-сферулитов, образуется промежуточная кристаллическая структура, которую можно наблюдать в виде пика small в начале плавления. Однако, хотя это и представляет научный интерес, для процесса SLS-печати это не имеет значения.
Кристаллизация зависит от времени - почему это важно для процесса SLS?
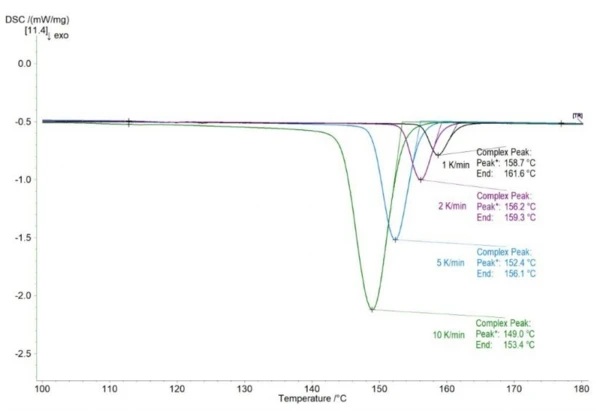
И наконец, что немаловажно, кристаллизация - это процесс, зависящий от времени, и поэтому низкие скорости охлаждения смещают пик кристаллизации к более высоким температурам; это необходимо учитывать при определении нижней границы технологического окна.на рисунке 4 показаны пики кристаллизации для измерений ДСК при 10, 5, 2 и 1 К/мин. Видно, что начало процесса (здесь "конец"), а также температура пика смещаются к более высоким температурам по мере уменьшения скорости охлаждения. Вместо температуры начала кристаллизации 153,4°C при 10 К/мин, начало кристаллизации происходит уже при 161,6°C при 1 К/мин.
Изотермические исследования кристаллизации позволяют успешно обрабатывать заготовки
В то время как фактическая температура на поверхности слоя порошка может быть измерена с помощью ИК-термометров, температура в нижних слоях на коммерческом SLS-принтере неизвестна. В течение всего времени сборки, которое может достигать 12 часов без последующего охлаждения, через некоторое время может произойти изотермическая кристаллизация, особенно если температура сборки слишком сильно колеблется из-за покрытия холодным порошком, неравномерного распределения деталей внутри корпуса сборки или несбалансированных нагревателей. Поэтому необходимы исследования изотермической кристаллизации, чтобы оценить это поведение для полимерных порошков selected и таким образом квалифицировать их для SLS. Прочитать статью о поведении изотермической кристаллизации можно здесь!
Читайте больше о характеристиках порошков для SLS в наших следующих статьях!

Бесплатная электронная книга
Термический анализ и реология в аддитивном производстве полимеров
Откройте для себя секреты, лежащие в основе революционных возможностей АМ! Наша новая электронная книга глубоко погружается в суть АМ, раскрывая возможности надежных методов определения характеристик материалов, в частности термического анализа и реологии.