30.11.2020 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Jak określić okno procesu dla proszków SLS przy użyciu DSC?
Fuzja w łożu proszkowym (PBF), często nazywana selektywnym spiekaniem laserowym (SLS), polega na tym, że element jest budowany warstwami w łożu proszkowym przy użyciu wiązki laserowej, która przechodzi przez przekrój warstwy w celu lokalnego stopienia proszku. Aby scharakteryzować proszek polimerowy pod kątem jego przydatności do SLS i określić możliwe okno procesu, stosuje się różnicową kalorymetrię skaningową (DSC). Dowiedz się, jak skonfigurować i zinterpretować pomiary!
Podczas fuzji w złożu proszku (PBF), często nazywanej Selective Laser Sintering (SLS), element jest budowany warstwami w złożu proszku za pomocą wiązki laserowej, która przechodzi przez przekrój warstwy w celu lokalnego stopienia proszku. Aby jednak uniknąć niejednorodnego krzepnięcia i odkształceń, stopiony materiał jest utrzymywany w temperaturze powyżej temperatury krystalizacji, aby zapobiec jego zestaleniu przed ukończeniem całej części. Otaczający proszek pozostaje stały i zachowuje kształt stopionej geometrii.
Przeczytaj tutaj nasze wprowadzenie do procesu SLS!
Do tej pory najczęściej stosowanym proszkiem SLS jest poliamid 12 (PA12). Jednak branża stale poszukuje nowych proszków polimerowych, aby otworzyć możliwości dla nowych zastosowań i segmentów rynku.
Jak skonfigurować pomiar
Aby scharakteryzować proszek polimerowy pod kątem jego przydatności do SLS i określić możliwe okno procesu, konieczne są pomiary różnicowej kalorymetrii skaningowej (DSC).
Pomiar dynamiczny jest wykonywany w celu określenia zachowania podczas topnienia i krystalizacji przy użyciu urządzenia NETZSCH DSC 214.Polymaw tym przykładzie próbka proszku PA12 o masie 5 mg została umieszczona w aluminiowej szalce z wklęsłym dnem (Concavus®al) i zamkniętą pokrywą. Próbka została schłodzona z temperatury pokojowej, aby rozpocząć pomiar w temperaturze 0°C. Następnie podgrzano ją do 200°C z szybkością 10 K/min i schłodzono z tą samą szybkością 10 K/min z powrotem do 0°C. Cykl ten został powtórzony kilka razy. Wszystkie warunki pomiarowe zostały podsumowane w poniższej tabeli:
Tabela 1: Warunki pomiaru
| Patelnia | Concavus®al, zamknięta pokrywa |
| Masa próbki | 5.024 mg |
| Atmosfera | N2 |
| Zakres temperatur | 0°C do 200°C przy szybkości ogrzewania i chłodzenia 10 K/min |
Określanie okna procesu w pierwszym cyklu
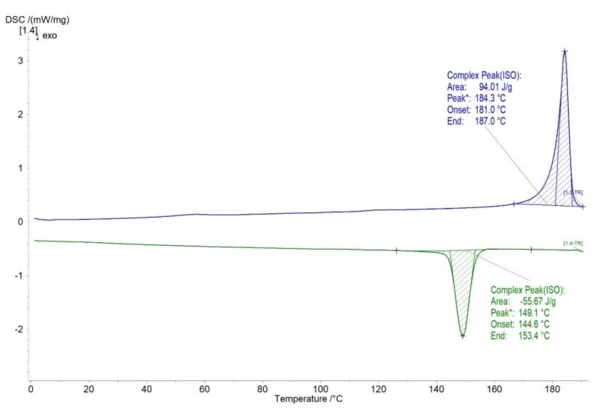
Na rysunku 1 przedstawiono wynikipierwszego cyklu ogrzewania (niebieski) i chłodzenia (zielony). Początek topnienia ma miejsce w 181°C, a początek krystalizacji w 153,4°C (tutaj oznaczony jako "Koniec" ze względu na analizę od niskich do wysokich temperatur).
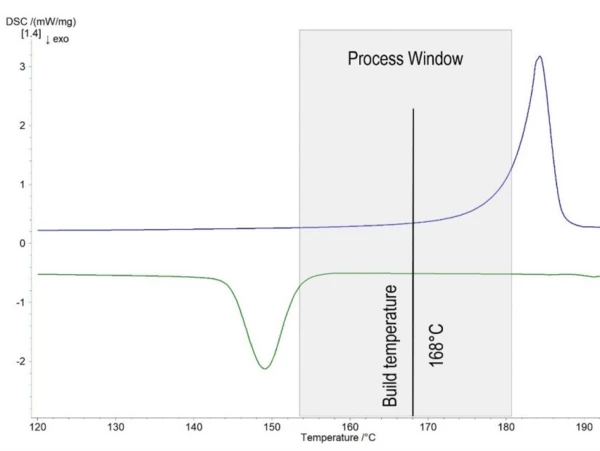
Pamiętając, że temperatura procesu musi być ustawiona pomiędzy początkiem topnienia i krystalizacji, zmierzony proszek PA12 oferuje okno procesowe 27,6°C (rysunek 2). Typowa temperatura kompilacji dla tego materiału wynosi 168°C, co znajduje się w środku okna procesowego. W przypadkach, w których temperatura kompilacji jest zbyt blisko początku krystalizacji, części mają larger gradienty temperatury i wykazują wypaczenia. W przypadkach, w których temperatura formowania jest zbyt bliska początkowi topnienia, gorący stop działa jak gorący spots. SpiekanieSpiekanie to proces produkcyjny polegający na formowaniu mechanicznie wytrzymałego korpusu z proszku ceramicznego lub metalicznego. Spiekanie otaczającego stałego proszku zachodzi na powierzchniach, powodując boczny wzrost części.
Porównanie pierwszego i drugiego cyklu nagrzewania w celu bardziej szczegółowego zbadania materiału
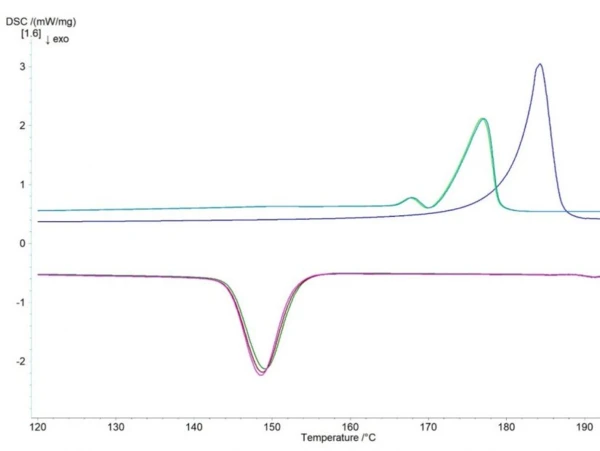
Podczas gdy dla określenia okna procesu najważniejsze jest pierwsze ogrzewanie proszku, zaleca się również porównanie drugiego ogrzewania. W przypadku tego pomiaru cykle ogrzewania i chłodzenia były powtarzane wielokrotnie, a rysunek 3 przedstawia wyniki trzech przebiegów.
Po pierwsze, można zauważyć, że szczyt topnienia proszku (pierwsze ogrzewanie) jest przesunięty do wyższych temperatur ze względu na nieznacznie zmniejszoną powierzchnię kontaktu proszku z szalką, a także wyższą energię powierzchniową proszku. Po drugie, można zauważyć, żedrugi i wszystkie kolejne cykle ogrzewania wykazują podwójny pik z niższą temperaturą początkową. Ten pik wskazuje na inną strukturę krystaliczną niż struktura proszku, co jest raczej unikalne dla tego konkretnego proszku PA12 i nie jest obserwowane dla innych PA12.pokazuje to, że podczas chłodzenia, oprócz zwykłych α- i γ-sferulitów, tworzy się pośrednia struktura krystaliczna, którą można zaobserwować jako pik small na początku topnienia. Chociaż jest to interesujące z naukowego punktu widzenia, nie ma to znaczenia dla procesu drukowania SLS.
Krystalizacja jest zależna od czasu - dlaczego jest to istotne w procesie SLS?
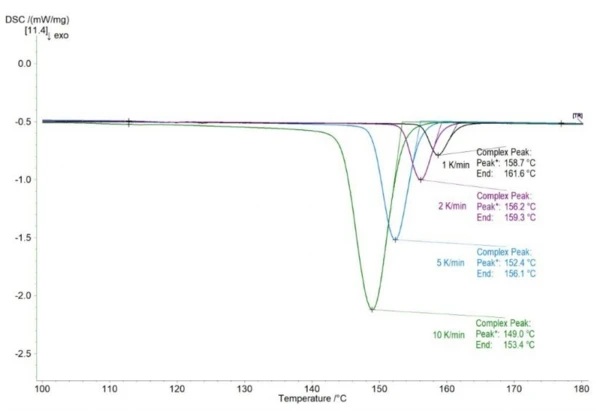
Wreszcie, co ważne, KrystalizacjaKrystalizacja to fizyczny proces twardnienia podczas tworzenia i wzrostu kryształów. Podczas tego procesu uwalniane jest ciepło krystalizacji.krystalizacja jest procesem zależnym od czasu, a zatem niskie szybkości chłodzenia przesuwają szczyt krystalizacji do wyższych temperatur; należy to wziąć pod uwagę przy określaniu dolnego końca okna procesowego.rysunek 4 przedstawia piki krystalizacji dla pomiarów DSC przy 10, 5, 2 i 1 K/min. Można zauważyć, że temperatura początku (tutaj "Koniec"), jak również temperatura piku przesuwają się do wyższych temperatur wraz ze spadkiem szybkości chłodzenia. Zamiast temperatury początku 153,4°C przy 10 K/min, początek występuje już przy 161,6°C przy 1 K/min.
Badania nad krystalizacją izotermiczną pozwalają na udaną obróbkę elementów
Podczas gdy rzeczywistą temperaturę na powierzchni złoża proszku można zmierzyć za pomocą termometrów na podczerwień, temperatura w niższych warstwach jest nieznana na komercyjnej drukarce SLS. Przez cały czas trwania budowy, który może wynosić do 12 godzin bez późniejszego chłodzenia, po pewnym czasie może wystąpić KrystalizacjaKrystalizacja to fizyczny proces twardnienia podczas tworzenia i wzrostu kryształów. Podczas tego procesu uwalniane jest ciepło krystalizacji.krystalizacja izotermiczna, zwłaszcza jeśli temperatura budowy zmienia się zbytnio z powodu powlekania zimnym proszkiem, nierównomiernego rozmieszczenia części wewnątrz obwiedni budowy lub niezrównoważonych grzejników, by wymienić tylko kilka. Dlatego potrzebne są badania krystalizacji izotermicznej, aby ocenić to zachowanie dla proszków polimerowych selected, a tym samym zakwalifikować je do SLS. Przeczytaj artykuł o krystalizacji izotermicznej tutaj!
Przeczytaj więcej o charakterystyce proszków SLS w naszych nadchodzących artykułach!

DARMOWY e-book
Analiza termiczna i reologia w produkcji dodatków polimerowych
Odkryj sekrety kryjące się za przełomowymi możliwościami AM! Nasz nowo wydany ebook zagłębia się w sedno AM, ujawniając moc niezawodnych technik charakteryzacji materiałów, w szczególności analizy termicznej i reologii.