
01.11.2021 by Dr. Natalie Rudolph, Doreen Rapp
Perché l'effetto dei riempitivi anisotropi sull'espansione termica dipende dal processo
I riempitivi anisotropi riducono il ritiro del materiale e ne aumentano la stabilità dimensionale. La forma del riempitivo gioca un ruolo importante. I riempitivi isotropi sono perle o qualsiasi forma con un rapporto d'aspetto pari a 1. I riempitivi con rapporti d'aspetto più elevati sono fiocchi e fibre, che hanno rispettivamente due e una sola direzione preferenziale.l'aggiunta di tali cariche non solo riduce il ritiro complessivo, ma lo riduce in modo diverso nelle varie direzioni a seconda dell'orientamento delle cariche nei pezzi.
Questo fenomeno è comunemente osservato nella lavorazione delle materie plastiche, dove cariche come le fibre vengono aggiunte alla matrice per migliorare le prestazioni meccaniche. L'orientamento di tali cariche di fibre dipende dalle condizioni di lavorazione e soprattutto dalle condizioni di flusso, come spiegato in dettaglio qui per un processo di stampaggio a iniezione.
Come si allineano i riempitivi anisotropi nella produzione additiva
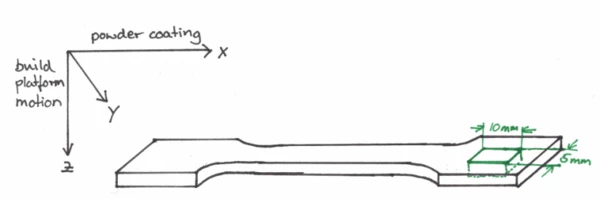
Nel processo di fabbricazione additiva di Selective Laser Sintering (SLS), non si verificano processi di flusso della massa fusa, ma della polvere. Il flusso della polvere durante il processo di rivestimento allinea i riempitivi anisotropi con la direzione del flusso della polvere, comunemente indicata come direzione x. Nel caso delle fibre, ciò significa che la maggior parte delle fibre è allineata con la direzione x. Nel caso delle fibre, ciò significa che la maggior parte delle fibre è allineata nella direzione x, alcune potrebbero essere allineate nella direzione y e pochissime potrebbero essere orientate nella direzione z. Nel caso dei fiocchi, essi sono distribuiti uniformemente nel piano xy e solo pochi potrebbero orientarsi nella direzione dello spessore, z. Questo effetto è diverso da quello, ad esempio, dello stampaggio a iniezione e può essere studiato e confermato utilizzando immagini ottiche o misure indirette come il coefficiente di espansione termica (Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE) o (α).
Determinazione dell'orientamento delle fibre di sfere e fiocchi di rame con l'analisi termica
Per l'analisi sono stati utilizzati i campioni di uno studio [1] dell'Istituto di Tecnologia delle Materie Plastiche (LKT) dell'Università di Erlangen-Norimberga.
Lo studioarcha prodotto diverse miscele di polvere di PA12 con sfere di rame isotrope e scaglie anisotrope in quantità variabili (5 e 10 vol. di sfere di rame e 5 vol. di scaglie di rame) per studiarne l'idoneità ad aumentare la conducibilità termica del materiale. Presso NETZSCH Analyzing & Testing, tutti i campioni sono stati analizzati utilizzando lo strumento NETZSCH TMA 402 F1 Hyperion®. Per la determinazione del coefficiente di espansione termica (Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE), i campioni sono stati tagliati da campioni di ossa di cane in tre diverse direzioni, Figura 1, direzione x e y: 10x5x4,5 mm3, direzione z: 4.5x5x5 mm3.
L'espansione termica è stata misurata in un intervallo compreso tra -20 e 170 ºC, utilizzando una velocità di riscaldamento di 5 K/min. Tutte le condizioni di misura sono riassunte nella tabella seguente:
Tabella 1: Condizioni di misura
| Supporto del campione | Espansione, in SiO2 |
| Carico del campione | 50 mN |
| Atmosfera | Lui |
| Portata del gas | 50 ml/min |
| Intervallo di temperatura | -20...170°C a una velocità di riscaldamento di 5 K/min |
Confronto tra polvere di PA12 non riempita e riempita
La Figura 2 mostra i risultati per la PA12 non caricata e la miscela con cariche isotropiche.
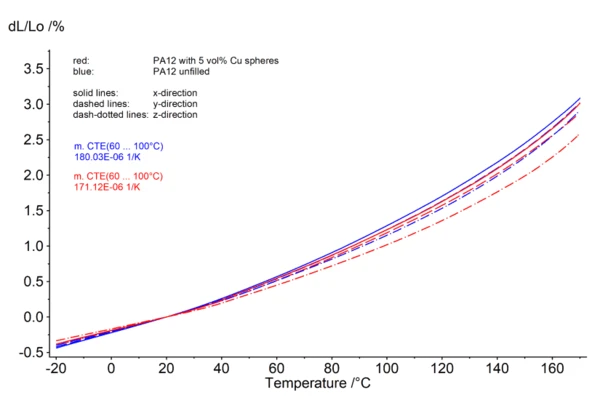
Si può notare che l'espansione termica è smallmaggiore per il sistema riempito rispetto a quello non riempito, anche se il contenuto volumetrico di 5 vol% è abbastanza small.
Confrontando le diverse direzioni, si nota che l'espansione termica in direzione dello spessore è minore per entrambi i materiali. Tuttavia, la differenza è ancora maggiore per il campione riempito di rame. Ciò può essere spiegato con la diversa solidificazione e adesione delle particelle all'interno di uno strato (nel piano xy) rispetto all'adesione tra gli strati. Questo fenomeno è tipicamente osservato da cambiamenti nelle proprietà meccaniche, ma è stato osservato anche da Lanzl et al. [1] come un cambiamento nella porosità. Poiché la ricercaarcha rilevato che la porosità è maggiore con i compositi riempiti di rame, ciò spiega anche la maggiore differenza tra la direzione z e xy. Lo stesso effetto è stato osservato con le perle di vetro come riempitivo isotropo.
Confronto tra diversi contenuti volumetrici di sfere di Cu
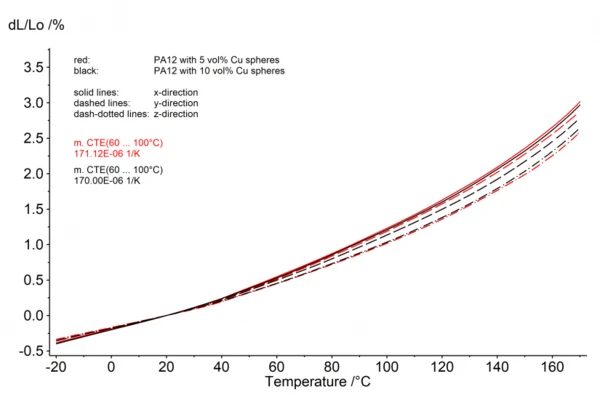
Il confronto tra i diversi contenuti volumetrici di sfere di Cu è mostrato nella Figura 3. Non si osservano cambiamenti significativi tra i campioni.
Confronto tra diverse forme di rame
Il confronto tra le diverse forme di rame con lo stesso contenuto volumetrico di 5 vol% di materiale di riempimento è mostrato nella Figura 4.
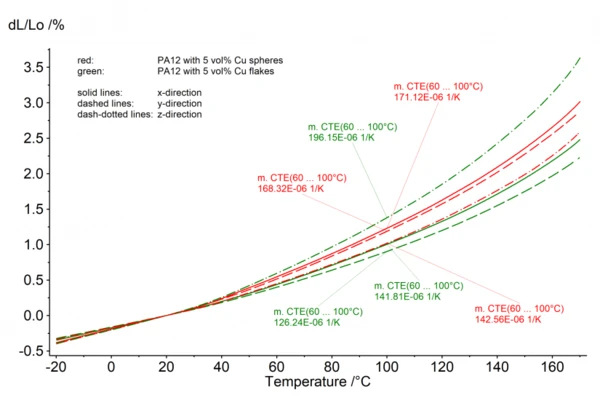
A parità di volume, la direzionalità diventa piuttosto evidente. Le sfere di Cu mostrano un comportamento isotropo. In confronto, i fiocchi abbassano il Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE in direzione x e y e lo aumentano in direzione z. Il motivo è l'allineamento dei riempitivi. Il motivo è l'allineamento dei riempitivi. Durante il processo di rivestimento, i fiocchi sono allineati nel piano xy, producendo così l'effetto più pronunciato in queste direzioni. Tuttavia, non attraversano gli strati vicini né mostrano un allineamento sufficientemente significativo nella direzione z per dare un enorme contributo all'espansione termica. Il valore del Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE nella direzione dello spessore è quasi quello del materiale di matrice PA12. Come spiegato in precedenza, questo comportamento è una conseguenza diretta della lavorazione e del conseguente allineamento delle cariche.
Migliore confronto con il coefficiente di espansione termica volumetrica
Per confrontare i due materiali, è necessario prendere in considerazione il coefficiente di espansione termica di volume. Poiché entrambi i campioni hanno lo stesso contenuto di rame (5 vol.), il Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE volumetrico dovrebbe essere approssimativamente lo stesso.
Per i materiali isotropi, il Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE volumetrico è calcolato come αv = 3 αl o αv = 3 αx
Per i materiali anisotropi, αv è dato da αv = (αx + αy + αz)
Utilizzando i dati qui misurati, αv del composito con sfere di Cu è 482,0×10-6 1/K e αv del composito con scaglie di Cu è 464,2×10-6 1/K, dimostrando che il contenuto complessivo di riempitivo ha la maggiore influenza, ma la distribuzione dell'espansione termica nelle diverse direzioni è fortemente influenzata dalla forma del riempitivo.
Rilevamento del comportamento anisotropo dei materiali con LFA
Un altro metodo di analisi termica utile per rilevare il comportamento anisotropo dei materiali e per comprenderne l'efficacia nelle applicazioni di gestione termica è la Laser Flash Analysis (LFA) per misurare la diffusività termica. Leggete negli articoli quali cambiamenti vengono rilevati nei pezzi in PA12 con sfere e scaglie di rame come riempitivi e come la Diffusività termicaLa diffusività termica (a con unità di misura mm2/s) è una proprietà specifica del materiale per caratterizzare la conduzione termica instabile. Questo valore descrive la velocità con cui un materiale reagisce a una variazione di temperatura.diffusività termica, la Capacità termica specifica (cp)La capacità termica è una grandezza fisica specifica del materiale, determinata dalla quantità di calore fornita al campione, divisa per l'aumento di temperatura risultante. La capacità termica specifica è correlata all'unità di massa del campione. capacità termica specifica e il Coefficiente di espansione termica lineare (CLTE/CTE)Il coefficiente di espansione termica lineare (CLTE) descrive la variazione di lunghezza di un materiale in funzione della temperatura. CTE vengono utilizzati per calcolare la conduttività termica.
Informazioni sull'Istituto di tecnologia dei polimeri (LKT)
L'Istituto di Tecnologia dei Polimeri è un istituto accademico di ricercaarcdell'Università Friedrich-Alexander di Erlangen-Norimberga.arcÈ uno dei leader nella ricerca sulla manifattura additiva, in particolare sull'SLS.arcarcOltre a queste aree di ricerca, l'istituto lavora anche su temi interdisciplinari come la composizione dei materiali di riempimento, la simulazione della lavorazione e delle applicazioni, i termoplastici reticolati a radiazione, la lavorazione delicata e molti altri.
Leggi anche: https://ta-NETZSCH.com/how-does-select ive-laser-sintering-sls-work
Fonti
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selectivelaser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior - Lanzl - 2019 - Polymer Composites - Wiley Online Libra® ry