
01.11.2021 by Dr. Natalie Rudolph, Doreen Rapp
Why the Effect of Anisotropic Fillers on Thermal Expansion is Process-Dependent
Anisotropic fillers reduce the shrinkage of material and increase its dimensional stability. The filler shape plays an important role. Isotropic fillers are beads or any shape with an aspect ratio of 1. Fillers with higher aspect ratios are flakes and fibers, which have two and just one preferential direction, respectively. The addition of such fillers not only reduces the overall shrinkage, but rather reduces it differently in different directions depending on the filler orientation in the parts.
This is commonly observed in plastics processing, where fillers such as fibers are added to the matrix to improve the mechanical performance. The orientation of such fiber fillers depends on the processing conditions and most of all on the flow conditions as is explained in detail here for an injection molding process.
How anisotropic fillers align in Additive Manufacturing
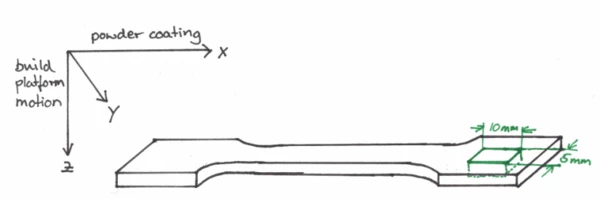
In the Additive Manufacturing process of Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering (SLS), no flow processes of the melt, but of the powder occur. This flow of the powder during the coating process aligns anisotropic fillers with the direction of the powder flow, which is commonly denoted as x-direction. In the case of fibers, that means most of the fibers are aligned in the x-direction, some might get aligned in the y-direction and very little might get oriented in the z-direction. In the case of flakes, they are evenly distributed in the xy-plane and only few might get oriented in the thickness direction, z. This effect is different to, e.g., injection molding, and can be studied and confirmed using optical imaging or indirect measurements such as the coefficient of thermal expansion (Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE) or (α).
Determining fiber orientation of copper spheres and flakes with thermal analysis
For the analysis, samples from a study [1] of the Institute of Plastics Technology (LKT) at the University of Erlangen-Nuremberg were used.
Researchers produced different mixtures of PA12 powder with isotropic copper spheres and anisotropic flakes in varying contents (5 and 10 vol% copper spheres and 5 vol% copper flakes) to study their suitability to increase Thermal ConductivityThermal conductivity (λ with the unit W/(m•K)) describes the transport of energy – in the form of heat – through a body of mass as the result of a temperature gradient (see fig. 1). According to the second law of thermodynamics, heat always flows in the direction of the lower temperature.thermal conductivity of the material. At NETZSCH Analyzing & Testing, all samples were analyzed using the NETZSCH TMA 402 F1 Hyperion®. For the determination of the coefficient of thermal expansion (Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE), samples were cut from dog bone specimens in three different directions, Figure 1, x- and y-direction: 10x5x4.5 mm3, z-direction: 4.5x5x5 mm3.
The thermal expansion was measured in a range from -20 to 170 ºC using a heating rate of 5 K/min. All measurement conditions are summarized in the following table:
Table 1: Measurement conditions
| Sample holder | Expansion, made of SiO2 |
| Sample load | 50 mN |
| Atmosphere | He |
| Gas flow rate | 50 ml/min |
| Temperature range | -20…170°C at a heating rate of 5 K/min |
Comparing unfilled and filled PA12 powder
Figure 2 shows the results for the unfilled PA12 and the mixture with isotropic fillers.
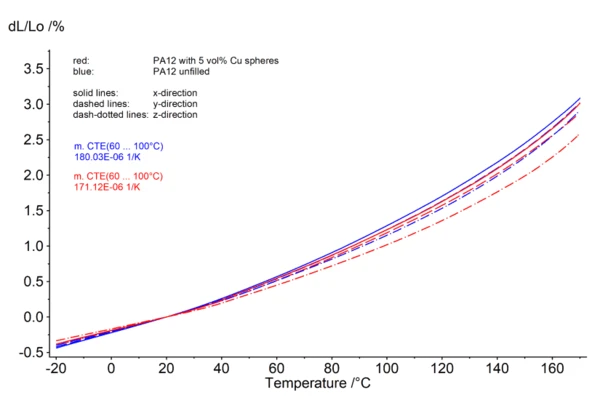
It can be seen that the thermal expansion is smaller for the filled system than the unfilled system even so the volume content of 5 vol% is quite small.
Comparing the different directions, we find that the thermal expansion in the thickness direction is lower for both materials. However, the difference is even bigger for the copper filled sample. This can be explained with the different solidification and particle adhesion within a layer (in the xy-plane) compared to the adhesion between layers. This is typically observed by changes in the mechanical properties, but was also observed by Lanzl et al. [1] as a change in porosity. Since the researchers found that the porosity is higher with the copper filled composites, it explains also the bigger difference between the z and xy-direction. The same effect was observed with glass beads as isotropic fillers.
Comparing different volume content of Cu spheres
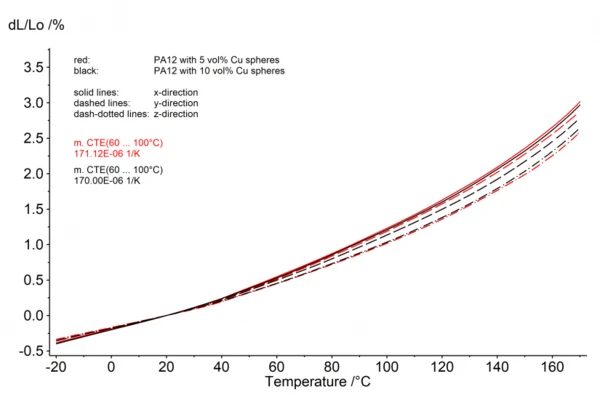
The comparison between the different volume contents of Cu spheres is shown in Figure 3. There is no significant change observed between the samples.
Comparison of different copper shapes
The comparison of different copper shapes at the same volume content of 5 vol% filler material is displayed in Figure 4.
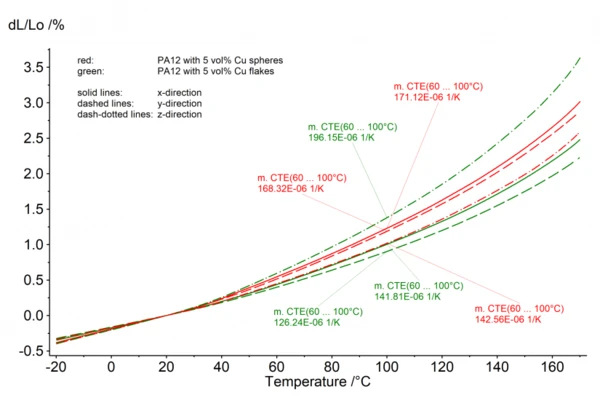
At the same volume content, directionality becomes quite evident. The Cu spheres show isotropic behavior. In comparison, the flakes lower the Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE in the x- and y direction and increase it in the z-direction. The reason is the alignment of the fillers. During the coating process, the flakes are aligned in the xy-plane, thus having the most pronounced effect in these directions. However, they do not Cross over pointIn rheological test such as a frequency sweep or a time/temperature sweep, the cross over point is a convenient point of reference to indicate a “transition” point of the sample. cross over into neighboring layers or show a significant enough alignment in the z-direction to make a huge contribution to the thermal expansion. The value of Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE in the thickness direction is almost that of the matrix material PA12. As explained earlier, this behavior is a direct consequence of processing and the alignment of fillers due to that.
Better comparison with the coefficient of thermal volume expansion
To compare the two materials, the coefficient of thermal volume expansion needs to be taken into account. As both samples have the same copper content of 5 vol%, the volume Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE should be approximately the same.
For isotropic materials, the volume Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE is calculated as αv = 3 αl or αv = 3 αx
For anisotropic materials, αv is given by αv = (αx + αy + αz)
Using the data measured here, αv of the composite with Cu spheres is 482.0×10-6 1/K and αv of the composite with Cu flakes is 464.2×10-6 1/K, showing that the overall filler content has the biggest influence, but the distribution of thermal expansion in different directions is strongly affected by the filler shape.
Detecting anisotropic material behavior with LFA
Another thermal analysis method that is useful to detect anisotropic material behavior and to understand their effectiveness for thermal management applications is the Laser Flash Analysis (LFA) to measure the thermal diffusivity. Read in the articles what changes are detected in PA12 parts with copper spheres and flakes as fillers and how Thermal DiffusivityThermal diffusivity (a with the unit mm2/s) is a material-specific property for characterizing unsteady heat conduction. This value describes how quickly a material reacts to a change in temperature.thermal diffusivity, Specific Heat Capacity (cp)Heat capacity is a material-specific physical quantity, determined by the amount of heat supplied to specimen, divided by the resulting temperature increase. The specific heat capacity is related to a unit mass of the specimen.specific heat capacity and Coefficient of Linear Thermal Expansion (CLTE/CTE)The coefficient of linear thermal expansion (CLTE) describes the length change of a material as a function of the temperature.CTE are used to calculate the thermal conductivity.
About the Institute of Polymer Technology (LKT)
The Institute of Polymer Technology is an academic research institute at the Friedrich-Alexander University of Erlangen-Nuremberg. It is one of the leaders in Additive Manufacturing research; particularly SLS. Other main research areas include Lightweight Design and FRP, Materials and Processing, Joining Technology and Tribology. In addition to these research focuses, the institute is also working on cross-disciplinary topics such as Filler Material Compounding, Simulation of Processing and Applications, Radiation Cross-linked Thermoplastics, Gentle Processing and many more.
Read also: https://ta-NETZSCH.com/how-does-selective-laser-sintering-sls-work
Sources
[1] Lanzl, L., Wudy, K., Greiner, S., Drummer D., Selective Laser SinteringSintering is a production process for forming a mechanically strong body out of a ceramic or metallic powder. Sintering of Copper Filled Polyamide 12: Characterization of Powder Properties and Process Behavior, Polymer Composites, pp. 1801-1809, 2019: Selective laser sintering of copper filled polyamide 12: Characterization of powder properties and process behavior – Lanzl – 2019 – Polymer Composites – Wiley Online Library