Inledning
De reologiska egenskaperna hos en produkt kan påverka hur konsumenten uppfattar den visuellt och texturmässigt och hur den sannolikt kommer att bete sig under användningen. Exempelvis kommer material som är mycket skjuvtunnande att reagera starkt på förändringar i pålagd spänning medan newtonska material kommer att visa mycket mindre beroende. En sådan respons är viktig när man överväger hur lätt det är att sprida eller "spridbarhet".
Spridningsprocessen leder till att skiktets tjocklek minskar eftersom det fördelas över en större yta (se figur 1). Eftersom skjuvhastigheten är lika med den applicerade hastigheten dividerad med skikttjockleken, kan spridningen därför inte hänföras till en enda skjuvhastighet.
Ett bättre sätt att bedöma bredbarheten är att karakterisera förändringen i viskositet över ett intervall av skjuvhastigheter enligt figur 2. Det intressanta området är området med skjuvtunning eller power law eftersom det beskriver hur lätt materialstrukturen bryts ned vid skjuvning. Denna region ser linjär ut på en log-log-plott av viskositet mot skjuvhastighet med en konstant gradient, men visar ett potenslagberoende när den plottas på en linjär skala.
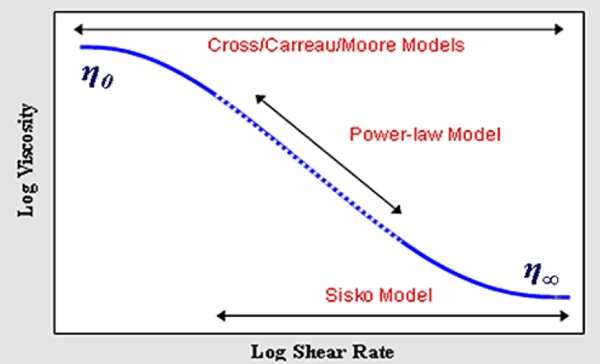
Matematiskt kan denna del av flödeskurvan beskrivas med hjälp av Power Law eller Ostwald de Waele-modellen enligt ekvation 1.
? = ??̇?
k är konsistensen
n är power law-indexet
σ är skjuvspänningen
?̇ är skjuvhastigheten
Konsistens har enheten Pasn men är numeriskt lika med viskositeten mätt vid 1s-1. Power law-indexet sträcker sig från 0 för mycket skjuvtunnande material till 1 för newtonska material. Ju lägre spänning som krävs, desto lättare bör materialet vara att sprida. Ett lägre värde på k innebär lägre viskositet och därmed lägre spänningstillförsel, medan ett lägre värde på n indikerar större Förtunning genom skjuvningDen vanligaste typen av icke-newtonskt beteende är skjuvtunning eller pseudoplastisk strömning, där vätskans viskositet minskar med ökande skjuvning.skjuvförtunning, vilket innebär en mindre spänningsökning med ökande skjuvhastighet.
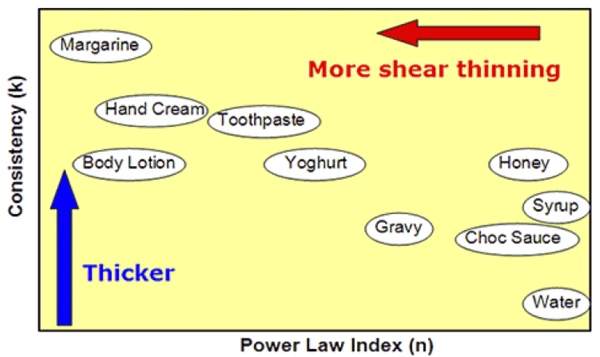
Denna information kan presenteras i ett diagram som liknar det i figur 3. Material med låga k-värden och/eller låga n-värden bör vara lättast att sprida.
Experimentell
- Bredbarheten hos ett antal konsumentprodukter utvärderades genom att utföra ett ramptest med skjuvningshastighet och analysera den resulterande kurvan med hjälp av en potenslagsmodell.
- Mätningarna med rotationsreometern gjordes med en Kinexus rotationsreometer med en Peltier-plattkassett och ett mätsystem med uppruggade parallella plattor1 och med hjälp av förkonfigurerade standardsekvenser i programvaran rSpace.
- En standardiserad laddningssekvens användes för att säkerställa att båda proverna genomgick ett konsekvent och kontrollerbart laddningsprotokoll.
- Alla reologimätningar utfördes vid 25°C.
- En flödeskurva genererades med hjälp av ett ramptest för skjuvhastigheten och en Power Law-modellPower law-modellen är en vanlig reologisk modell för att kvantifiera (typiskt) ett provs skjuvtunnande karaktär, där ett värde närmare noll indikerar ett mer skjuvtunnande material.power law-modell anpassades till denna kurva.
Resultat och diskussion
Figur 4 visar viskositet-skjuvhastighetskurvan för ett antal kommersiella produkter och deras motsvarande anpassningsparametrar, med grafisk presentation av de senare i figur 5.
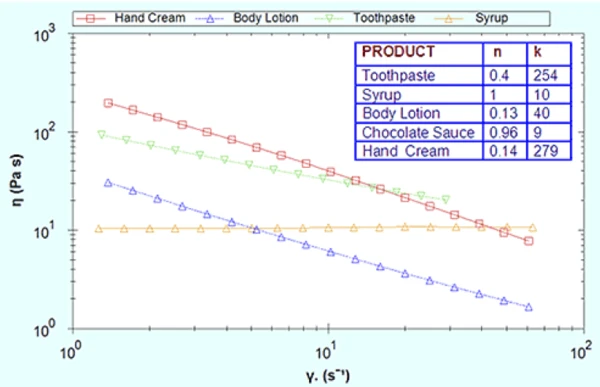
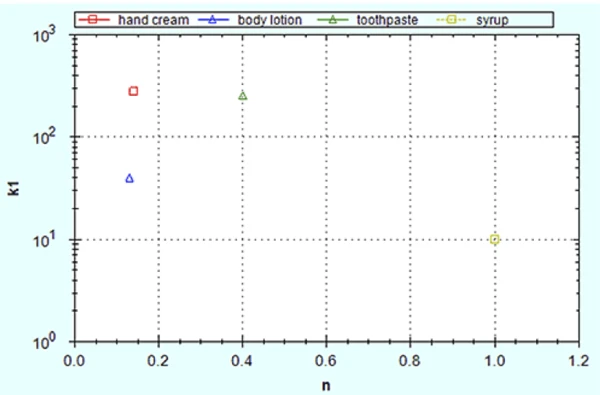
Även om tandkräm och handkräm har liknande k-värden har handkrämen ett mycket lägre n-värde, vilket gör den mer skjuvtunnande och lättare att breda ut. Omvänt har sirap och chokladsås mycket lägre k-värden men är inte skjuvtunnande, vilket gör att de verkar tjocka och klibbiga vid applicering. Bodylotionen har både ett relativt lågt k- och n-värde, vilket gör den mycket lättare att applicera.
För att kvantitativt jämföra spänningskravet för att sprida en handkräm respektive sirap vid likvärdiga skjuvhastigheter kan värdena för n och k sättas in i ekvation 1. Med en enda skjuvhastighet på 1s-1, vilket kan motsvara ett tjockare produktlager, är den påfrestning som krävs för att upprätthålla flödet vid denna skjuvhastighet 279 Pa för handkrämen och 10 Pa för sirapen (σ = k vid 1s-1). Vid en skjuvhastighet på 1000 s-1, vilket skulle innebära ett tunnare materialskikt till följd av spridningsprocessen, ökar spänningskravet till 734 Pa för handkrämen och 10 000 Pa för sirapen. Detta belyser vikten av icke-newtonskt beteende i spridningsprocessen.
Slutsats
Ett ramptest med skjuvhastighetsramp och en Power Law-modellPower law-modellen är en vanlig reologisk modell för att kvantifiera (typiskt) ett provs skjuvtunnande karaktär, där ett värde närmare noll indikerar ett mer skjuvtunnande material.power law-modell användes för att karakterisera spridningsförmågan hos olika kommersiella produkter med hjälp av power law-parametrarna k och n. Låga värden på k och n indikerar lägre viskositet respektive en högre grad av Förtunning genom skjuvningDen vanligaste typen av icke-newtonskt beteende är skjuvtunning eller pseudoplastisk strömning, där vätskans viskositet minskar med ökande skjuvning.skjuvförtunning, vilket bidrar till lättare spridning.
1Observera att provning rekommenderas med kon- och plattgeometri eller parallell plattgeometri - där den senare är att föredra för dispersioner och emulsioner med large partikelstorlekar. Sådana materialtyper kan också kräva användning av tandade eller grova geometrier för att undvika artefakter som beror på glidning på geometriytan.