
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Αυτοματοποιημένη τοποθέτηση ινών από θερμοπλαστικά (TAFP): Προσδιορισμός του βαθμού κρυσταλλικότητας με βάση τη θέση στην αλυσίδα διεργασίας
Η χρήση πλαστικών ενισχυμένων με συνεχείς ίνες με συστήματα θερμοπλαστικής μήτρας στην αεροπορική βιομηχανία απαιτεί την ανάπτυξη κατάλληλων τεχνολογιών κατασκευής για αυτόν τον συνδυασμό υλικών. Μια πολλά υποσχόμενη διαδικασία σε αυτό το πλαίσιο είναι η αυτοματοποιημένη τοποθέτηση ινών (AFP). Μάθετε περισσότερα για τις αλυσίδες διεργασιών για την παραγωγή δομικών στοιχείων και γιατί ο βαθμός κρυσταλλικότητας είναι καθοριστικός.
Η αεροπορική βιομηχανία εξελίσσεται συνεχώς. Η χρήση πλαστικών ενισχυμένων με συνεχείς ίνες με συστήματα θερμοπλαστικής μήτρας απαιτεί την ανάπτυξη κατάλληλων τεχνολογιών κατασκευής για αυτόν τον συνδυασμό υλικών. Μια πολλά υποσχόμενη διαδικασία σε αυτό το πλαίσιο είναι η αυτοματοποιημένη τοποθέτηση ινών (Automated Fiber Placement - AFP), μια εξαιρετικά αυτοματοποιημένη διαδικασία τοποθέτησης για την παραγωγή σύνθετων υλικών ενισχυμένων με συνεχείς ίνες μέσω μιας κεφαλής τοποθέτησης. Αυτή η κεφαλή τοποθέτησης μπορεί να τοποθετηθεί είτε σε σύστημα γερανογέφυρας είτε σε ρομπότ (σχήμα 1).

Χάρη στους διαθέσιμους βαθμούς ελευθερίας του συστήματος, είναι δυνατή - σε αντίθεση με την περιέλιξη νήματος - η τοποθέτηση σε κοίλες επιφάνειες και η παρακολούθηση μη γεωδαιτικών διαδρομών ινών. Και στις δύο περιπτώσεις το υλικό μπορεί είτε να μεταφερθεί μαζί με την κεφαλή είτε να αποθηκευτεί σε ξεχωριστό, σταθερό περίβλημα (creel). Κατά τη διαδικασία AFP, μπορούν να υποβληθούν σε επεξεργασία prepregs τόσο με διασταυρούμενη όσο και με θερμοπλαστική μήτρα.
Διαφορετικές αλυσίδες διεργασιών για την παραγωγή δομικών στοιχείων
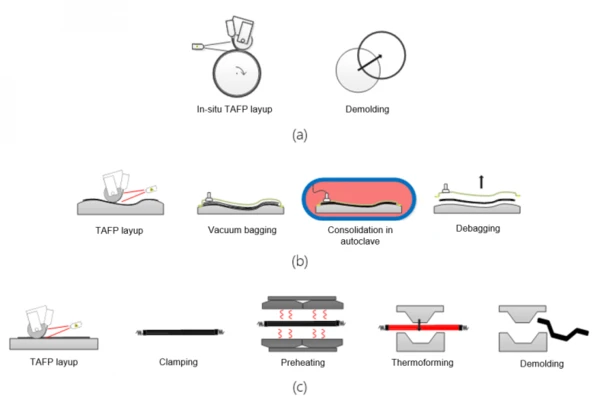
Για την παραγωγή δομικών στοιχείων με βάση θερμοπλαστικές ταινίες μονής κατεύθυνσης (ταινίες UD), λαμβάνονται υπόψη διαφορετικές αλυσίδες διεργασιών στην αυτοματοποιημένη τοποθέτηση ινών. Στην επί τόπου TAFP, ο στόχος είναι να επιτευχθεί πλήρης παγίωση της δομής κατά την τοποθέτηση. Ο πολύπλοκος έλεγχος της διαδικασίας τοποθέτησης περιορίζει σημαντικά την εφικτή γεωμετρία των εξαρτημάτων-στόχων, γι' αυτό και η διαδικασία in-situ TAFP χρησιμοποιείται μέχρι σήμερα κυρίως για απλά εξαρτήματα όπως δεξαμενές, σωλήνες ή απλά καμπύλα πάνελ. Πιο σύνθετες γεωμετρίες μπορούν αντ' αυτού να υλοποιηθούν με εναπόθεση σε σχήμα διχτυού με επακόλουθη παγίωση στο αυτόκαυστο ή στη θερμαντική πρέσα. Εναλλακτικά, η διεργασία TAFP μπορεί επίσης να χρησιμοποιηθεί για την εναπόθεση επίπεδων προπλασμάτων, τα οποία στη συνέχεια διαμορφώνονται στο τελικό σχήμα του εξαρτήματος στη διεργασία θερμοδιαμόρφωσης με πρέσα και συνεπώς ενοποιούνται. Στο Σχ. 2 παρουσιάζεται σχηματικά η περιγραφόμενη αλυσίδα διεργασίας.
Γιατί ο βαθμός κρυσταλλικότητας είναι καθοριστικός
Ως μήτρα των θερμοπλαστικών σύνθετων υλικών χρησιμοποιούνται κυρίως ημικρυσταλλικά θερμοπλαστικά. Μια κεντρική ιδιότητα αυτών των πολυμερών είναι ο βαθμός κρυσταλλικότητας, δεδομένου ότι η προκύπτουσα πολυμερική αλυσίδα και η κρυσταλλική δομή έχει καθοριστική επίδραση στις μηχανικές ιδιότητες του πλαστικού σύνθετου υλικού. Δεδομένου ότι η μήτρα λιώνει πλήρως και επαναστερεοποιείται στο στάδιο της διαδικασίας ενοποίησης ή διαμόρφωσης, διερευνήθηκε η επίδραση αυτού του σταδίου της διαδικασίας στον βαθμό κρυσταλλικότητας του συστατικού.

Πώς κατασκευάστηκε το δείγμα δοκιμής
Για το σκοπό αυτό, δοκίμια από υλικό ταινίας PPS/CF UD του κατασκευαστή Celanese στο Dallas, TX, ΗΠΑ, εναποτέθηκαν στη μηχανή Coriolis C1 AFP (σχήμα 3). Οι αλυσίδες της διαδικασίας εναπόθεσης TAFP στο τελικό περίγραμμα με την κατάντη παγίωση και τη μετατροπή του προπλάσματος TAFP έγιναν δειγματοληπτικά σε θερμαντική πρέσα του κατασκευαστή Langzauner (Lambrechten, Αυστρία)- επιπλέον, τα δοκίμια παγιώθηκαν σε αυτόκαυστο. Ο πίνακας 1 συνοψίζει τις παραμέτρους της διεργασίας που σχετίζονται με την κρυστάλλωση, δηλαδή την πίεση και τον ρυθμό ψύξης στην περιοχή θερμοκρασιών της ζώνης κρυσταλλικότητας.
Πίνακας. 1: Παράμετροι της διαδικασίας παγίωσης (απόσπασμα)
| Διαδικασία | Πίεση | Ρυθμός ψύξης |
| Ενοποίηση: πρέσα θέρμανσης | 20 bar | -10 K/min |
| Παγίωση: αυτόκαυστο | 5 bar | -10 K/min |
| Μετασχηματισμός | 20 bar | Μέχρι -2950 K/min |
Πώς προσδιορίστηκε η κρυσταλλικότητα
Για τον προσδιορισμό της κρυσταλλικότητας της μήτρας PPS σε συνάρτηση με την επεξεργασία, χρησιμοποιήθηκε η μέθοδος της διαφορικής θερμιδομετρίας σάρωσης. Χρησιμοποιήθηκε ένα DSC 214 Polyma της NETZSCH (Selb, Γερμανία). Τα δείγματα θερμαίνονταν από 20°C έως 320°C με ρυθμό θέρμανσης 10 K/min. Για κάθε αλυσίδα διεργασίας μετρήθηκαν τέσσερα δείγματα. Οι συνθήκες μέτρησης συνοψίζονται στον πίνακα 2.
Πίνακας. 2: Συνθήκες μέτρησης
| Βάρος δείγματος | 15-28 mg |
| Ατµόσφαιρα | N2 |
| Ροή αερίου | 60 ml/min |
| Πρόγραμμα θερμοκρασίας | 20°C -> 320°C (10 K/min) |
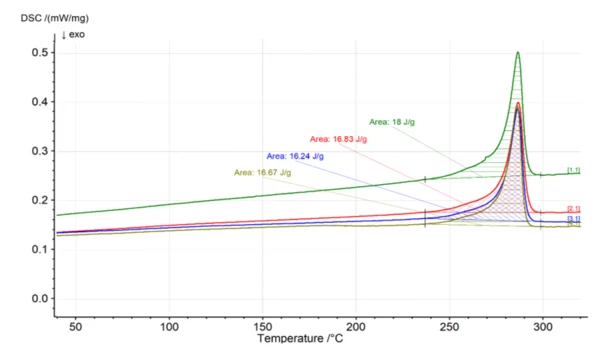
Στο Σχ. 4 παρουσιάζονται ενδεικτικά οι καμπύλες μέτρησης των δειγμάτων που παγιώθηκαν στο αυτόκλειστο
Υπολογισμός του βαθμού κρυσταλλικότητας
Ο βαθμός κρυσταλλικότητας Xc προσδιορίστηκε σύμφωνα με το [3]:
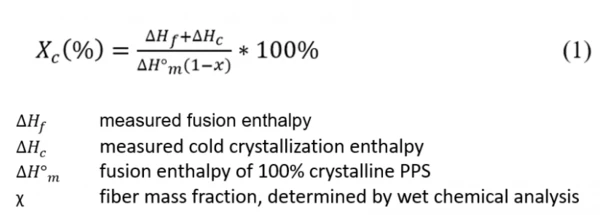
Σύμφωνα με το [4], για την ενθαλπία τήξης του 100% κρυσταλλικού PPS χρησιμοποιήθηκε η τιμή 150,4 J/g.
Αξιολογώντας την πρώτη κορυφή τήξης που παρουσιάζεται στο σχήμα 4, λαμβάνεται ενθαλπία τήξης 18,0 J/g για το δείγμα 1. Η ομαλή βασική γραμμή πριν από την κορυφή σημαίνει ότι δεν λαμβάνει χώρα ψυχρή κρυστάλλωση. Μέσω υγρής χημικής ανάλυσης, προσδιορίστηκε κλάσμα μάζας ινών 61,32% για το δείγμα. Ο βαθμός κρυσταλλικότητας υπολογίζεται σύμφωνα με τον τύπο (1):

Στον πίνακα 3 παρουσιάζονται οι βαθμοί κρυσταλλικότητας που προσδιορίστηκαν με αυτόν τον τρόπο σε σχέση με τις θέσεις τους στην αλυσίδα της διεργασίας. Καθένας από αυτούς αντικατοπτρίζει τη μέση τιμή 4 μεμονωμένων μετρήσεων και την τυπική τους απόκλιση.
Πίνακας 3: Αξιολόγηση DSC
| Δείγμα | Βαθμός κρυσταλλικότητας [%] |
| Παγίωση: πρέσα θέρμανσης | 29.81 ± 2.02 |
| Παγίωση: αυτόκαυστο | 29.11 ± 1.12 |
| Μετασχηματισμός | 26.49 ± 1.65 |
Μειωμένη κρυσταλλικότητα του συστατικού από την αλυσίδα της διαδικασίας διαμόρφωσης
Επομένως, οι βαθμοί κρυσταλλικότητας των δειγμάτων που παγιώθηκαν στην πρέσα θέρμανσης και στο αυτόκαυστο δεν διαφέρουν σημαντικά μεταξύ τους. Η υψηλότερη πίεση παγίωσης της θερμαντικής πρέσας δεν έχει επομένως καμία επίδραση στην κρυσταλλικότητα.
Αντίθετα, τα δείγματα που κατασκευάζονται στην αλυσίδα διεργασιών διαμόρφωσης είναι λιγότερο κρυσταλλικά από τα άλλα δείγματα. Αυτό μπορεί να εξηγηθεί κυρίως από τους υψηλούς ρυθμούς θέρμανσης της διαδικασίας. Λόγω των υψηλών απωλειών αγωγιμότητας όταν τα λιωμένα δείγματα έρχονται σε επαφή με το εργαλείο της πρέσας, το οποίο θερμαίνεται στους 150 °C, μετρήθηκαν ταχύτητες ψύξης > 1000 K/s στην περιοχή της ζώνης κρυσταλλικότητας μέσω θερμοστοιχείων που εισήχθησαν στο έλασμα. Λόγω του μικρού χρόνου παραμονής του πολυμερούς στην περιοχή θερμοκρασιών κρυστάλλωσης, οι αλυσίδες δεν έχουν επαρκή χρόνο να πακεταριστούν στενά με αποτέλεσμα τη μείωση της κρυσταλλικότητας του εξαρτήματος.
Έτσι, εάν διαπιστωθούν διαφορές σε μελλοντικές μηχανικές έρευνες - για παράδειγμα, όσον αφορά τις χαρακτηριστικές τιμές που κυριαρχούνται από τη μήτρα μεταξύ των αλυσίδων της διεργασίας - τότε η κρυσταλλικότητα θα μπορούσε να είναι ο λόγος πίσω από αυτές. Εάν, ωστόσο, η μορφοποίηση εξακολουθεί να είναι selectως αλυσίδα διεργασίας - για παράδειγμα, για να επιτευχθούν υψηλοί ρυθμοί παραγωγής μέσω μικρών χρόνων κύκλου - τότε ίσως χρειαστεί να επιδιωχθεί σε ορισμένες περιπτώσεις βελτιστοποίηση του ελέγχου της διεργασίας για να αυξηθεί ο βαθμός κρυσταλλικότητας.
Σχετικά με το Fraunhofer IGCV
Το Fraunhofer IGCV αντιπροσωπεύει την εφαρμοσμένη έρευναarch με έμφαση στη μηχανική, την παραγωγή και τις λύσεις πολλαπλών υλικών. Ενεργοποιούμε καινοτομίες σε διαδικασίες παραγωγής και επιστήμες υλικών, μηχανές και αλυσίδες διεργασιών, καθώς και δίκτυα εργοστασίων και εταιρειών. Η μοναδική μας πρόταση βρίσκεται στις διεπιστημονικές λύσεις από τους τομείς της χύτευσης, των σύνθετων υλικών και της τεχνολογίας επεξεργασίας.
Αναφορές
[1] Oldani T., "Increasing productivity in fiber placement processes," στο sae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [Online]. Διαθέσιμο: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (πρόσβαση: 29 Ιουλ. 2019).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites," 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet, and I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates," Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.