
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Thermoplastic Automated Fiber Placement (TAFP): Determination of the Degree of Crystallinity based on Position within the Process Chain
The use of continuous fiber-reinforced plastics with thermoplastic matrix systems in the aviation industry requires the development of suitable manufacturing technologies for this material combination. One promising process in this context is Automated Fiber Placement (AFP). Learn more about the process chains for the production of structural components and why the degree of crystallinity is decisive.
The aviation industry is constantly evolving. The use of continuous fiber-reinforced plastics with thermoplastic matrix systems requires the development of suitable manufacturing technologies for this material combination. One promising process in this context is Automated Fiber Placement (AFP), a highly automated placement process for the production of continuous fiber-reinforced composites by means of a laying head. This laying head can be mounted either on a gantry system or a robot (figure 1).

Thanks to the available degrees of freedom of the system, it is possible – in contrast with winding filament – to lay up on concave surfaces and follow non-geodesic fiber paths. In both cases the material can either be carried along on the head or stored in a separate, stationary enclosure (creel). In the AFP process, prepregs with both cross-linking and thermoplastic matrices can be processed.
Different Process Chains for the Production of Structural Components
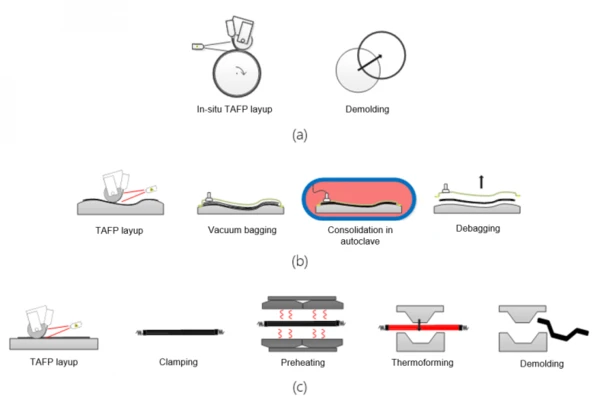
For the production of structural components based on thermoplastic unidirectional tapes (UD tapes), different process chains are taken into consideration in Automated Fiber Placement. In in-situ TAFP, the objective is to achieve full consolidation of the structure during placement. The complex process control for the laying process severely limits the feasible geometry of the target components, which is why the in-situ TAFP process has so far been used primarily for simple components such as tanks, pipes or simply curved panels. More complex geometries can instead be realized by net-shape deposition with downstream consolidation in the autoclave or heating press. Alternatively, the TAFP process can also be used for depositing flat preforms, which are subsequently formed into the component’s final shape in the press-based thermoforming process and thereby consolidated. Fig. 2 shows a schematic of the described process chains.
Why the degree of crystallinity is decisive
Primarily semi-crystalline thermoplastics are used as the matrix of thermoplastic composites. A central property of these polymers is the degree of crystallinity, since the resulting polymer chain and crystal structure has a decisive effect on the mechanical properties of the plastic composite. Since the matrix is completely melted and re-solidified in the consolidation or forming process step, the influence of this process step on the degree of crystallinity of the component was investigated.

How was the test specimen produced?
To this end, test specimens made of PPS/CF UD tape material from the manufacturer Celanese in Dallas, TX, USA, were deposited on the Coriolis C1 AFP machine (figure 3). The process chains TAFP deposition in final contour with downstream consolidation and Transformation of TAFP preform were sampled on a heating press by the manufacturer Langzauner (Lambrechten, Austria); additionally, specimens were consolidated in an autoclave. Table 1 summarizes the process parameters relevant for crystallization, i.e., pressure and cooling rate in the temperature range of the crystallinity band.
Table. 1: Parameters of the consolidation process (excerpt)
| Process | Pressure | Cooling rate |
| Consolidation: heating press | 20 bar | -10 K/min |
| Consolidation: autoclave | 5 bar | -10 K/min |
| Transformation | 20 bar | Up to -2950 K/min |
How was crystallinity determined?
For the determination of the crystallinity of the PPS matrix as a function of processing, the Differential Scanning Calorimetry method was employed. A DSC 214 Polyma by NETZSCH (Selb, Germany) was used. The samples were heated from 20°C to 320°C at a heating rate of 10 K/min. For each process chain, four samples were measured. The measurement conditions are summarized in table 2.
Table. 2: Measurement conditions
| Sample weight | 15-28 mg |
| Atmosphere | N2 |
| Gas flow rate | 60 ml/min |
| Temperature program | 20°C –> 320°C (10 K/min) |
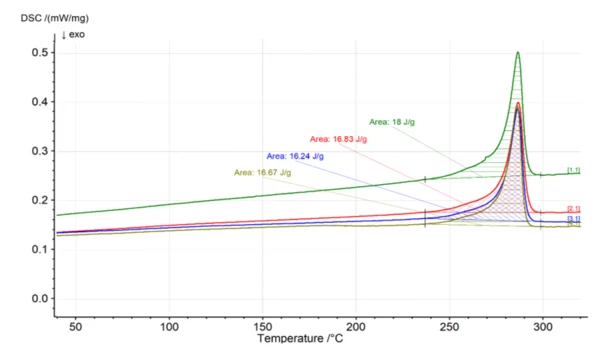
Fig. 4 shows exemplary the measurement curves of the samples consolidated in the autoclave
Calculation of the degree of crystallinity
The degree of crystallinity Xc was determined according to [3]:
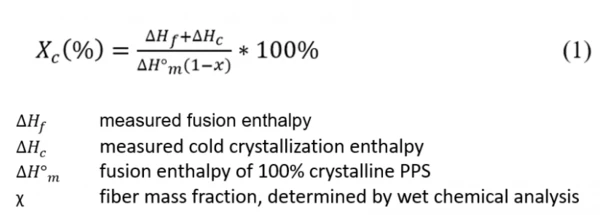
According to [4], the value of 150.4 J/g was used for the fusion enthalpy of 100% crystalline PPS.
By evaluating the first melting peak shown in figure 4, a fusion enthalpy of 18.0 J/g is obtained for sample 1. The smooth baseline before the peak means that no cold crystallization takes place. By means of wet chemical analysis, a fiber mass fraction of 61.32% was determined for the specimen. The degree of crystallinity is calculated according to formula (1):

Table 3 shows the degrees of crystallinity determined this way with relation to their positions within the process chain. Each of these reflects the mean value of 4 individual measurements and their standard deviation.
Table 3: DSC Evaluation
| Specimen | Degree of crystallinity [%] |
| Consolidation: heating press | 29.81 ± 2.02 |
| Consolidation: autoclave | 29.11 ± 1.12 |
| Transformation | 26.49 ± 1.65 |
Reduced Crystallinity of the Component from the Forming Process Chain
The degrees of crystallinity of the samples consolidated in the heating press and in the autoclave therefore do not differ significantly from one another. The higher consolidation pressure of the heating press thus has no effect on crystallinity.
In contrast, the samples manufactured in the forming process chain are less crystalline than the other samples. This can primarily be explained by the high heating rates of the process. Due to the high conductive heat loss when molten samples come into contact with the pressing tool, which is tempered at 150°C, cooling rates > 1000 K/s were measured in the region of the crystallinity band by means of thermocouples inserted in the laminate. Due to the short dwelling time of the polymer in the temperature range of crystallization, the chains do not have sufficient time to pack themselves closely resulting in reduced crystallinity of the component.
Thus, should differences be found in future mechanical investigations – for example, with regard to matrix-dominated characteristic values between the process chains – then crystallinity might be the reason behind them. If, however, forming is still to be selected as the process chain – for example, to achieve high production rates through short cycle times – then optimization of the process control may need to be pursued in certain cases to increase the degree of crystallinity.
About Fraunhofer IGCV
Fraunhofer IGCV stands for applied research with a focus on engineering, production, and multi-material solutions. We enable innovations in manufacturing processes and material sciences, machines and process chains, and factory and company networks. Our unique selling point proposition lies in interdisciplinary solutions from the fields of casting, composite, and processing technology.
References
[1] Oldani T., “Increasing productivity in fiber placement processes,” in sae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [Online]. Available: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (accessed: Jul. 29 2019).
[3] J. E. Spruiell, “A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites,” 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet, and I. F. Villegas, “Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates,” Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.