
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Автоматизированная укладка термопластичных волокон (TAFP): определение степени кристалличности в зависимости от положения в технологической цепочке
Использование непрерывных армированных волокнами пластиков с термопластичными матричными системами в авиационной промышленности требует разработки подходящих технологий производства для этой комбинации материалов. Одним из перспективных процессов в этом контексте является автоматизированная укладка волокон (AFP). Узнайте больше о технологических цепочках для производства конструкционных компонентов и о том, почему степень кристалличности имеет решающее значение.
Авиационная промышленность постоянно развивается. Использование непрерывных армированных волокнами пластиков с термопластичными матричными системами требует разработки подходящих технологий производства для этой комбинации материалов. Одним из перспективных процессов в этом контексте является автоматизированная укладка волокон (AFP) - высокоавтоматизированный процесс производства композитов, армированных непрерывными волокнами, с помощью укладочной головки. Эта укладочная головка может быть установлена либо на портальной системе, либо на роботе (рис. 1).

Благодаря имеющимся в системе степеням свободы можно, в отличие от намотки нити, укладывать материал на вогнутые поверхности и следовать негеодезическим траекториям волокон. В обоих случаях материал можно либо переносить на головке, либо хранить в отдельном стационарном корпусе (шпулярнике). В процессе AFP могут обрабатываться препреги как со сшивающими, так и с термопластичными матрицами.
Различные технологические цепочки для производства структурных компонентов
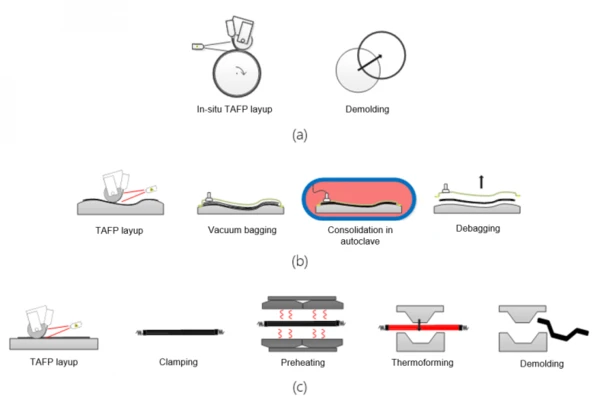
Для производства структурных компонентов на основе термопластичных однонаправленных лент (UD-лент) при автоматизированной укладке волокон учитываются различные технологические цепочки. При укладке на месте TAFP целью является достижение полной консолидации конструкции во время укладки. Сложное управление процессом укладки сильно ограничивает возможную геометрию целевых компонентов, поэтому процесс in-situ TAFP до сих пор использовался в основном для простых компонентов, таких как резервуары, трубы или просто изогнутые панели. Более сложные геометрии могут быть реализованы путем осаждения сетчатой формы с последующей консолидацией в автоклаве или нагревательном прессе. В качестве альтернативы, процесс TAFP может также использоваться для осаждения плоских заготовок, которые впоследствии формируются в конечную форму компонента в процессе термоформования на прессе и затем консолидируются. На рис. 2 показана схема описанных технологических цепочек.
Почему степень кристалличности имеет решающее значение
В качестве матрицы для термопластичных композитов используются преимущественно полукристаллические термопласты. Главным свойством этих полимеров является степень кристалличности, поскольку образующаяся полимерная цепь и кристаллическая структура оказывают решающее влияние на механические свойства полимерного композита. Поскольку матрица полностью расплавляется и вновь затвердевает на этапе консолидации или формования, было исследовано влияние этого этапа процесса на степень кристалличности компонента.

Как был изготовлен образец для испытаний?
Для этого на машине Coriolis C1 AFP были осаждены тестовые образцы из ленточного материала PPS/CF UD от производителя Celanese в Далласе, штат Техас, США (рис. 3). Технологические цепочки осаждения ТАФП в конечный контур с последующей консолидацией и трансформацией преформы ТАФП были отработаны на нагревательном прессе производителя Langzauner (Ламбрехтен, Австрия); кроме того, образцы консолидировались в автоклаве. В табл. 1 приведены параметры процесса, необходимые для кристаллизации, т. е. давление и скорость охлаждения в температурном диапазоне полосы кристалличности.
Таблица. 1: Параметры процесса консолидации (выдержка)
| Процесс | Давление | Скорость охлаждения |
| Консолидация: нагревательный пресс | 20 бар | -10 К/мин |
| Консолидация: автоклав | 5 бар | -10 К/мин |
| Трансформация | 20 бар | До -2950 К/мин |
Как определялась кристалличность?
Для определения степени кристалличности матрицы ППС в зависимости от обработки использовался метод дифференциальной сканирующей калориметрии. Использовался прибор DSC 214 Polyma фирмы NETZSCH (Selb, Германия). Образцы нагревались от 20°C до 320°C при скорости нагрева 10 К/мин. Для каждой технологической цепочки измеряли четыре образца. Условия измерений приведены в таблице 2.
Таблица. 2: Условия измерений
| Вес образца | 15-28 мг |
| Атмосфера | N2 |
| Скорость потока газа | 60 мл/мин |
| Температурная программа | 20°C -> 320°C (10 K/мин) |
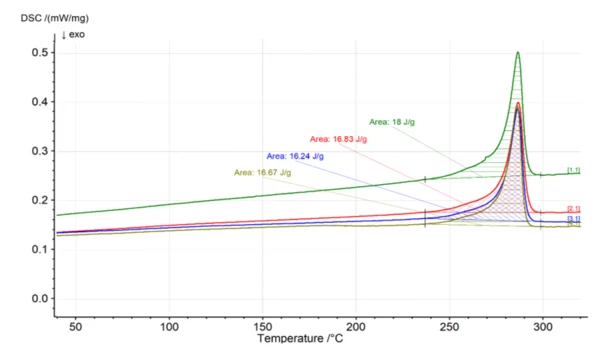
На рис. 4 показаны примерные кривые измерения образцов, укрепленных в автоклаве
Расчет степени кристалличности
Степень кристалличности Xc определяли согласно [3]:
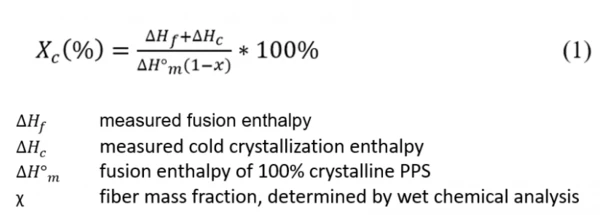
Согласно [4], для энтальпии плавления 100%-ного кристаллического ППС использовалось значение 150,4 Дж/г.
Оценивая первый пик плавления, показанный на рисунке 4, можно получить энтальпию плавления 18,0 Дж/г для образца 1. Ровная базовая линия перед пиком означает, что холодной кристаллизации не происходит. С помощью мокрого химического анализа для образца была определена массовая доля волокон 61,32 %. Степень кристалличности рассчитывается по формуле (1):

В таблице 3 приведены определенные таким образом степени кристалличности в зависимости от их положения в технологической цепочке. Каждая из них отражает среднее значение 4 отдельных измерений и их стандартное отклонение.
Таблица 3: Оценка ДСК
| Образец | Степень кристалличности [%] |
| Консолидация: нагревательный пресс | 29.81 ± 2.02 |
| Консолидация: автоклав | 29.11 ± 1.12 |
| Трансформация | 26.49 ± 1.65 |
Пониженная кристалличность компонента из технологической цепочки формования
Таким образом, степень кристалличности образцов, консолидированных в нагревательном прессе и в автоклаве, существенно не отличается друг от друга. Таким образом, более высокое давление консолидации в нагревательном прессе не влияет на степень кристалличности.
Напротив, образцы, изготовленные по технологической цепочке формования, менее кристалличны, чем другие образцы. Это объясняется, прежде всего, высокой скоростью нагрева. Из-за высоких теплопроводящих потерь при контакте расплавленных образцов с прессующим инструментом, закаленным при 150°C, в области полосы кристалличности с помощью термопар, вставленных в ламинат, были измерены скорости охлаждения > 1000 К/с. Из-за короткого времени пребывания полимера в температурном диапазоне кристаллизации, цепи не успевают плотно уложиться, что приводит к снижению кристалличности компонента.
Таким образом, если в ходе будущих механических исследований будут обнаружены различия, например, в значениях характеристик с преобладанием матрицы между технологическими цепями, то причиной этого может быть кристалличность. Если, однако, формование все еще должно быть selectв качестве технологической цепочки - например, для достижения высоких производственных показателей за счет короткого времени цикла - то в некоторых случаях может потребоваться оптимизация управления процессом для повышения степени кристалличности.
О компании Fraunhofer IGCV
Fraunhofer IGCV - это прикладные исследованияarch с акцентом на инженерные, производственные и мультиматериальные решения. Мы внедряем инновации в производственные процессы и материаловедение, машины и технологические цепочки, а также сети заводов и предприятий. Наше уникальное торговое предложение заключается в междисциплинарных решениях в области литья, композитов и технологий обработки.
Ссылки
[1] Олдани Т., "Повышение производительности в процессах укладки волокон", конференция и выставка sae aerospace manufacturing and automated fastening, Северный Чарльстон, Южная Каролина, США, 2008.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [Online]. Available: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (accessed: Jul. 29 2019).
[3] J. E. Spruiell, "Обзор измерения и развития кристалличности и ее связи со свойствами в чистом поли(фениленсульфиде) и композитах, армированных волокнами", 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet, and I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates," Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.