
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Termoplastinen automatisoitu kuitujen sijoittelu (TAFP): kiteisyysasteen määrittäminen prosessiketjun sijainnin perusteella
Jatkuvien kuituvahvisteisten muovien ja kestomuovimatriisijärjestelmien käyttö ilmailuteollisuudessa edellyttää sopivien valmistustekniikoiden kehittämistä tälle materiaaliyhdistelmälle. Yksi lupaava prosessi tässä yhteydessä on automatisoitu kuitujen sijoittelu (Automated Fiber Placement, AFP). Lue lisää rakenneosien valmistuksessa käytettävistä prosessiketjuista ja siitä, miksi Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus. kiteisyysaste on ratkaiseva.
Ilmailuala kehittyy jatkuvasti. Jatkuvien kuituvahvisteisten muovien käyttö kestomuovimatriisijärjestelmien kanssa edellyttää sopivien valmistustekniikoiden kehittämistä tälle materiaaliyhdistelmälle. Yksi lupaava prosessi tässä yhteydessä on Automated Fiber Placement (AFP), joka on pitkälle automatisoitu sijoitusprosessi jatkuvakuituisten kuituvahvisteisten komposiittien valmistukseen laskupään avulla. Tämä laskupää voidaan asentaa joko portaalijärjestelmään tai robottiin (kuva 1).

Järjestelmän käytettävissä olevien vapausasteiden ansiosta on mahdollista - toisin kuin käämikuitufilamentin käämityksessä - asettua koverille pinnoille ja seurata ei-geodeettisia kuitupolkuja. Molemmissa tapauksissa materiaali voidaan joko kuljettaa mukana päähän tai varastoida erilliseen, paikallaan olevaan koteloon (creel). AFP-prosessissa voidaan käsitellä prepregejä, joissa on sekä ristisilloittavia että termoplastisia matriiseja.
Erilaiset prosessiketjut rakenneosien tuotannossa
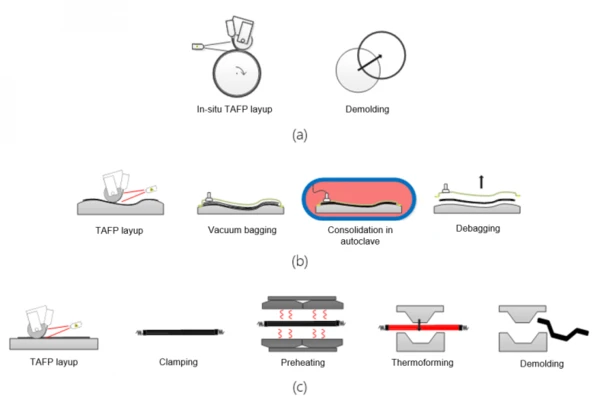
Termoplastisiin yksisuuntaisiin nauhoihin (UD-nauhat) perustuvien rakenneosien valmistuksessa otetaan huomioon erilaisia prosessiketjuja automatisoidussa kuitujen sijoittelussa. In-situ TAFP:ssä tavoitteena on rakenteen täydellinen lujittuminen sijoittamisen aikana. Asettamisprosessin monimutkainen prosessinohjaus rajoittaa voimakkaasti kohdekomponenttien toteutettavissa olevaa geometriaa, minkä vuoksi in situ TAFP -prosessia on tähän mennessä käytetty pääasiassa yksinkertaisiin komponentteihin, kuten säiliöihin, putkiin tai yksinkertaisesti kaareviin paneeleihin. Monimutkaisemmat geometriat voidaan sen sijaan toteuttaa verkkomuotoisella laskeutumisella ja sen jälkeisellä konsolidoinnilla autoklaavissa tai kuumennuspuristimessa. Vaihtoehtoisesti TAFP-prosessia voidaan käyttää myös litteiden esimuottien tallentamiseen, jotka muotoillaan myöhemmin komponentin lopulliseen muotoon puristimella tapahtuvassa lämpömuovausprosessissa ja konsolidoidaan. Kuvassa 2 on kaaviokuva kuvatuista prosessiketjuista.
Miksi kiteisyysaste on ratkaiseva tekijä?
Termoplastisten komposiittien matriisina käytetään pääasiassa puolikiteisiä kestomuoveja. Näiden polymeerien keskeinen ominaisuus on Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus. kiteisyysaste, sillä näin muodostuva polymeeriketju- ja kiderakenne vaikuttaa ratkaisevasti muovikomposiitin mekaanisiin ominaisuuksiin. Koska matriisi sulatetaan kokonaan ja kiinteytetään uudelleen konsolidointi- tai muokkausprosessivaiheessa, tutkittiin tämän prosessivaiheen vaikutusta komponentin kiteisyysasteeseen.

Miten testinäyte valmistettiin?
Tätä varten valmistajan Celanese (Dallas, TX, Yhdysvallat) PPS/CF UD -nauhamateriaalista valmistetut testikappaleet asetettiin Coriolis C1 AFP -koneeseen (kuva 3). Prosessiketjut TAFP:n laskeutuminen lopulliseen ääriviivaan ja sen jälkeinen konsolidointi ja TAFP-esimuotin muuntaminen otettiin näytteeksi valmistajan Langzauner (Lambrechten, Itävalta) kuumennuspuristimella; lisäksi koekappaleet konsolidoitiin autoklaavissa. Taulukossa 1 on yhteenveto kiteytymisen kannalta merkityksellisistä prosessiparametreista eli paineesta ja jäähdytysnopeudesta kiteisyysalueen lämpötila-alueella.
Taulukko. 1: Konsolidaatioprosessin parametrit (otos)
| Prosessi | Paine | Jäähdytysnopeus |
| Konsolidointi: lämmityspuristin | 20 bar | -10 K/min |
| Konsolidaatio: autoklaavi | 5 bar | -10 K/min |
| Muuntaminen | 20 bar | Jopa -2950 K/min |
Miten kiteisyys määritettiin?
PPS-matriisin kiteisyyden määrittämiseksi prosessoinnin funktiona käytettiin differentiaalipyyhkäisykalorimetriamenetelmää. Käytettiin DSC 214 Polyma NETZSCH (Selb, Saksa). Näytteitä kuumennettiin 20 °C:sta 320 °C:seen lämmitysnopeudella 10 K/min. Kutakin prosessiketjua kohden mitattiin neljä näytettä. Mittausolosuhteista on yhteenveto taulukossa 2.
Taulukko. 2: Mittausolosuhteet
| Näytteen paino | 15-28 mg |
| Ilmakehä | N2 |
| Kaasun virtausnopeus | 60 ml/min |
| Lämpötilaohjelma | 20°C -> 320°C (10 K/min) |
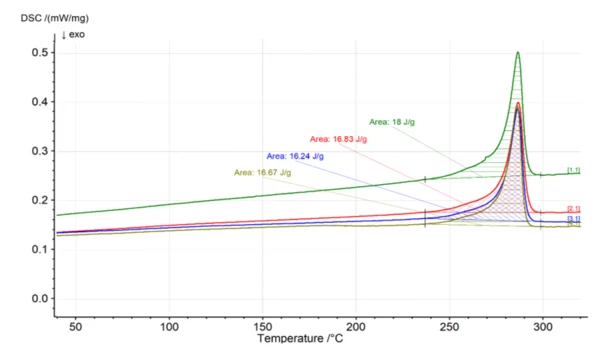
Kuvassa 4 esitetään esimerkinomaisesti autoklaavissa konsolidoitujen näytteiden mittauskäyrät
Kiteisyysasteen laskeminen
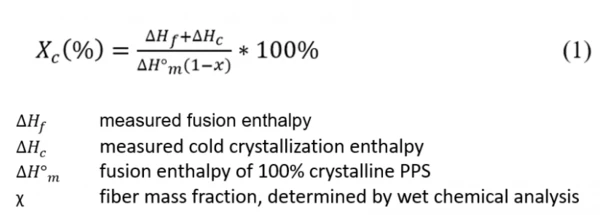
[4] mukaan 100-prosenttisesti kiteisen PPS:n fuusioentalpiaksi käytettiin arvoa 150,4 J/g.
Arvioimalla ensimmäistä sulamispiikkiä, joka on esitetty kuvassa 4, näytteelle 1 saadaan sulamisentalpiaksi 18,0 J/g. Tasainen perusviiva ennen piikkiä tarkoittaa, että kylmäkiteytymistä ei tapahdu. Märkäkemianalyysin avulla näytteelle määritettiin kuitujen massaosuus 61,32 prosenttia. Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus.Kiteisyysaste lasketaan kaavan (1) mukaisesti:

Taulukossa 3 esitetään tällä tavoin määritetyt kiteisyysasteet suhteessa niiden sijaintiin prosessiketjussa. Kukin näistä kuvastaa neljän yksittäisen mittauksen keskiarvoa ja niiden keskihajontaa.
Taulukko 3: DSC-arviointi
| Näyte | Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus.Kiteisyysaste [%] |
| Konsolidaatio: kuumennuspuristin | 29.81 ± 2.02 |
| Konsolidaatio: autoklaavi | 29.11 ± 1.12 |
| Muuntuminen | 26.49 ± 1.65 |
Muodostamisprosessiketjusta peräisin olevan komponentin kiteisyyden väheneminen
Kuumennuspuristimessa ja autoklaavissa konsolidoitujen näytteiden kiteisyysasteet eivät siis eroa merkittävästi toisistaan. Kuumennuspuristimen korkeammalla konsolidointipaineella ei siis ole vaikutusta kiteisyyteen.
Muovausprosessin ketjussa valmistetut näytteet sen sijaan ovat vähemmän kiteisiä kuin muut näytteet. Tämä selittyy ensisijaisesti prosessin suurilla lämmitysnopeuksilla. Koska johtava lämpöhäviö on suuri, kun sulat näytteet joutuvat kosketuksiin 150 °C:n lämpötilassa karkaistun puristustyökalun kanssa, kiteisyyskaistan alueella mitattiin jäähdytysnopeuksia > 1000 K/s laminaattiin asetettujen termoparien avulla. Koska polymeerin viipymäaika kiteytymislämpötila-alueella on lyhyt, ketjuilla ei ole riittävästi aikaa pakkautua tiiviisti, jolloin komponentin Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus.kiteisyys vähenee.
Jos siis tulevissa mekaanisissa tutkimuksissa havaitaan eroja esimerkiksi prosessiketjujen välisten matriisipainotteisten ominaisarvojen osalta, Kiteisyys / kiteisyysasteKiteisyydellä tarkoitetaan kiinteän aineen rakenteellisen järjestyksen astetta. Kiteessä atomien tai molekyylien järjestys on johdonmukainen ja toistuva. Monet materiaalit, kuten lasikeramiikka ja jotkin polymeerit, voidaan valmistaa siten, että syntyy kiteisten ja amorfisten alueiden sekoitus.kiteisyys saattaa olla niiden taustalla. Jos prosessiketjuksi kuitenkin valitaan edelleen muokkaus - esimerkiksi korkeiden tuotantonopeuksien saavuttamiseksi lyhyiden syklien avulla - prosessinohjauksen optimointia voidaan tietyissä tapauksissa joutua jatkamaan kiteisyysasteen lisäämiseksi.
Tietoja Fraunhofer IGCV:stä
Fraunhofer IGCV edustaa soveltavaa tutkimusta, jossa keskitytään suunnitteluun, tuotantoon ja monimateriaaliratkaisuihin. Mahdollistamme innovaatiot valmistusprosesseissa ja materiaalitieteissä, koneissa ja prosessiketjuissa sekä tehdas- ja yritysverkostoissa. Ainutlaatuinen myyntivaltti on monitieteiset ratkaisut valu-, komposiitti- ja prosessitekniikan aloilta.
Viitteet
[1] Oldani T., "Increasing productivity in fiber placement processes," in sae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [Online]. Saatavissa: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (viitattu: 29.7.2019).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites," 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet ja I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates," Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.