
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Автоматизирано поставяне на термопластични влакна (TAFP): определяне на степента на кристалност въз основа на позицията в технологичната верига
Използването на непрекъснати пластмаси, подсилени с влакна, с термопластични матрични системи в авиационната индустрия изисква разработването на подходящи производствени технологии за тази комбинация от материали. Един от обещаващите процеси в този контекст е автоматизираното поставяне на влакна (AFP). Научете повече за технологичните вериги за производство на структурни компоненти и защо степента на кристалност е определяща.
Авиационната индустрия непрекъснато се развива. Използването на непрекъснати пластмаси, подсилени с влакна, с термопластични матрични системи изисква разработването на подходящи производствени технологии за тази комбинация от материали. Един от обещаващите процеси в този контекст е Automated Fiber Placement (AFP) - високоавтоматизиран процес на полагане за производство на непрекъснати композитни материали, армирани с влакна, посредством глава за полагане. Тази глава за полагане може да бъде монтирана на портална система или на робот (фигура 1).

Благодарение на наличните степени на свобода на системата е възможно - за разлика от навиването на нишки - да се полагат върху вдлъбнати повърхности и да се следват негеодезични пътища на влакната. И в двата случая материалът може да се пренася на главата или да се съхранява в отделен, стационарен корпус (крил). В процеса на AFP могат да се обработват препреги както с омрежващи, така и с термопластични матрици.
Различни технологични вериги за производство на структурни компоненти
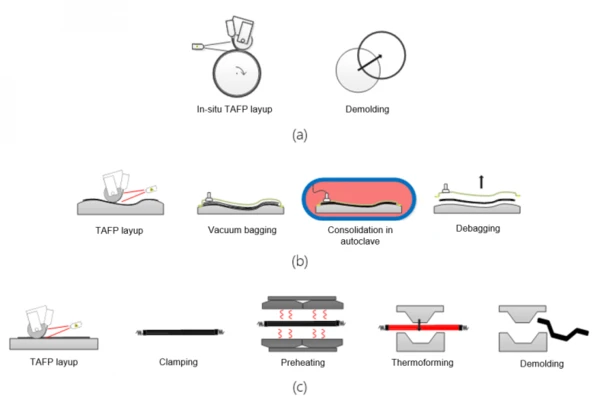
За производството на структурни компоненти, базирани на термопластични еднопосочни ленти (UD ленти), при автоматизираното поставяне на влакна се вземат предвид различни технологични вериги. При in-situ TAFP целта е да се постигне пълна консолидация на конструкцията по време на поставянето. Сложният контрол на процеса на полагане силно ограничава осъществимата геометрия на целевите компоненти, поради което процесът in-situ TAFP досега е използван предимно за прости компоненти като резервоари, тръби или просто извити панели. Вместо това по-сложни геометрии могат да се реализират чрез полагане с мрежова форма с последваща консолидация в автоклав или нагряваща преса. Алтернативно процесът TAFP може да се използва и за отлагане на плоски заготовки, които впоследствие се оформят в крайната форма на компонента в процеса на термоформоване на базата на преса и по този начин се консолидират. На фиг. 2 е показана схема на описаните технологични вериги.
Защо степента на кристалност е определяща
Като матрица на термопластичните композити се използват предимно полукристални термопласти. Основно свойство на тези полимери е степента на кристалност, тъй като получената полимерна верига и кристална структура имат решаващо влияние върху механичните свойства на пластмасовия композит. Тъй като матрицата се разтопява напълно и се втвърдява отново в етапа на консолидация или формиране, беше изследвано влиянието на този етап от процеса върху степента на кристалност на компонента.

Как е произведен образецът за изпитване?
За тази цел тестовите образци, изработени от лентов материал PPS/CF UD от производителя Celanese в Далас, Тексас, САЩ, бяха нанесени върху машината Coriolis C1 AFP (фигура 3). Процесните вериги на отлагане на TAFP в крайния контур с последващо консолидиране и трансформиране на TAFP преформата бяха взети на нагревателна преса от производителя Langzauner (Lambrechten, Австрия); освен това образците бяха консолидирани в автоклав. В таблица 1 са обобщени параметрите на процеса, които са от значение за кристализацията, т.е. налягането и скоростта на охлаждане в температурния диапазон на диапазона на кристалност.
Таблица. 1: Параметри на процеса на консолидиране (извадка)
| Процес | Налягане | Скорост на охлаждане |
| Консолидиране: загряваща преса | 20 bar | -10 K/min |
| Консолидация: автоклав | 5 бара | -10 K/min |
| Трансформация | 20 bar | До -2950 K/min |
Как се определя кристалността?
За определяне на кристалността на PPS матрицата в зависимост от обработката е използван методът на диференциалната сканираща калориметрия. Използван е DSC 214 Polyma на NETZSCH (Selb, Германия). Образците са нагрявани от 20°C до 320°C при скорост на нагряване 10 K/min. За всяка технологична верига бяха измерени четири проби. Условията на измерване са обобщени в таблица 2.
Таблица. 2: Условия на измерване
| Тегло на образеца | 15-28 mg |
| Атмосфера | N2 |
| Дебит на газа | 60 ml/min |
| Температурна програма | 20°C -> 320°C (10 K/min) |
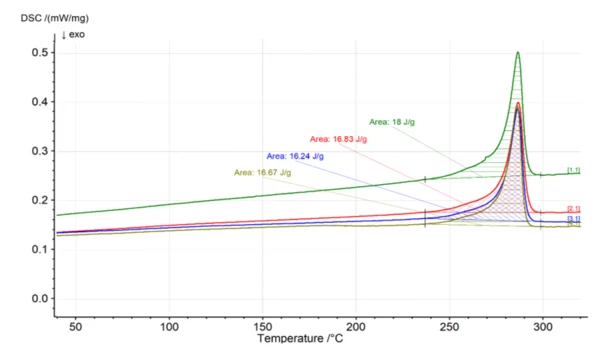
На фиг. 4 са показани примерни криви на измерване на пробите, консолидирани в автоклава
Изчисляване на степента на кристалност
Степента на кристалност Xc е определена съгласно [3]:
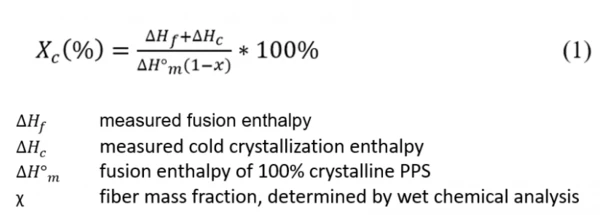
Според [4] за енталпията на синтез на 100% кристален PPS е използвана стойността от 150,4 J/g.
Чрез оценка на първия пик на топене, показан на фигура 4, за образец 1 се получава енталпия на топене от 18,0 J/g. Плавната базова линия преди пика означава, че не се извършва студена кристализация. С помощта на мокър химичен анализ за образеца е определена масова фракция на влакната от 61,32 %. Степента на кристалност се изчислява по формула (1):

В таблица 3 са показани определените по този начин степени на кристалност в зависимост от позицията им в технологичната верига. Всяка от тях отразява средната стойност на 4 отделни измервания и тяхното стандартно отклонение.
Таблица 3: DSC оценка
| Образец | Степен на кристалност [%] |
| Консолидация: преса за нагряване | 29.81 ± 2.02 |
| Консолидация: автоклав | 29.11 ± 1.12 |
| Трансформация | 26.49 ± 1.65 |
Намалена кристалност на компонента от веригата на процеса на формоване
Поради това степента на кристалност на пробите, консолидирани в нагряващата преса и в автоклава, не се различава съществено една от друга. По този начин по-високото налягане на консолидиране в нагряващата преса не оказва влияние върху кристалността.
За разлика от тях образците, произведени по веригата на формовъчния процес, са по-малко кристални от останалите образци. Това може да се обясни преди всичко с високите скорости на нагряване при процеса. Поради високите загуби на топлина при проводимост, когато разтопените образци влизат в контакт с пресовия инструмент, който се темперира при 150 °C, в областта на лентата на кристалност бяха измерени скорости на охлаждане > 1000 K/s посредством термодвойки, поставени в ламината. Поради краткото време на престой на полимера в температурния диапазон на кристализация, веригите нямат достатъчно време да се опаковат плътно, което води до намалена кристалност на компонента.
Следователно, ако при бъдещи механични изследвания се установят разлики - например по отношение на характерните стойности, доминирани от матрицата, между процесните вериги - причината за тях може да бъде кристалността. Ако обаче формоването все пак бъде избрано като технологична верига - например, за да се постигне висока скорост на производство чрез кратки времена на цикъла - тогава в някои случаи може да се наложи оптимизиране на управлението на процеса, за да се повиши степента на кристалност.
За Fraunhofer IGCV
Fraunhofer IGCV е организация за приложни изследвания с фокус върху инженерни, производствени и многоматериални решения. Ние даваме възможност за иновации в производствените процеси и науките за материалите, машините и технологичните вериги, както и фабричните и фирмените мрежи. Нашето уникално предложение за продажба се състои в интердисциплинарни решения от областта на леенето, композитните материали и технологията за обработка.
Препратки
[1] Oldani T., "Increasing productivity in fiber placement processes" (Повишаване на производителността в процесите на поставяне на влакна), в конференцията и изложението на Sae за аерокосмическо производство и автоматизирано закрепване, Северен Чарлстън, Южна Каролина, САЩ, 2008 г.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT (Кориолис СМР , Кориолис С1 - референцията в областта на автоматизираното поставяне на влакна). [Онлайн]. Достъпно на: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (посетен на: 29 юли 2019 г.).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites" (Преглед на измерването и развитието на кристалността и връзката ѝ със свойствата на чист поли (фенилен сулфид) и неговите композити, подсилени с влакна), 2005 г., doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet и I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates", Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.