
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Zautomatyzowane umieszczanie włókien termoplastycznych (TAFP): Określanie stopnia krystaliczności na podstawie pozycji w łańcuchu procesowym
Zastosowanie tworzyw sztucznych wzmacnianych włóknami ciągłymi z termoplastycznymi systemami matrycowymi w przemyśle lotniczym wymaga opracowania odpowiednich technologii produkcji dla tej kombinacji materiałów. Jednym z obiecujących procesów w tym kontekście jest zautomatyzowane umieszczanie włókien (AFP). Dowiedz się więcej o łańcuchach procesów produkcji elementów konstrukcyjnych i dlaczego Krystaliczność / stopień krystalicznościKrystaliczność odnosi się do stopnia uporządkowania strukturalnego ciała stałego. W krysztale układ atomów lub cząsteczek jest spójny i powtarzalny. Wiele materiałów, takich jak ceramika szklana i niektóre polimery, można przygotować w taki sposób, aby uzyskać mieszaninę obszarów krystalicznych i amorficznych. stopień krystaliczności ma decydujące znaczenie.
Przemysł lotniczy stale się rozwija. Zastosowanie ciągłych tworzyw sztucznych wzmocnionych włóknami z termoplastycznymi systemami matrycowymi wymaga opracowania odpowiednich technologii produkcji dla tej kombinacji materiałów. Jednym z obiecujących procesów w tym kontekście jest Automated Fiber Placement (AFP), wysoce zautomatyzowany proces układania do produkcji kompozytów wzmacnianych włóknami ciągłymi za pomocą głowicy układającej. Głowica ta może być zamontowana na systemie bramowym lub na robocie (rysunek 1).

Dzięki dostępnym stopniom swobody systemu, możliwe jest - w przeciwieństwie do nawijania filamentu - układanie na wklęsłych powierzchniach i podążanie niegeodezyjnymi ścieżkami włókien. W obu przypadkach materiał może być przenoszony na głowicy lub przechowywany w oddzielnej, stacjonarnej obudowie. W procesie AFP można przetwarzać prepregi zarówno z matrycami sieciującymi, jak i termoplastycznymi.
Różne łańcuchy procesów produkcji elementów konstrukcyjnych
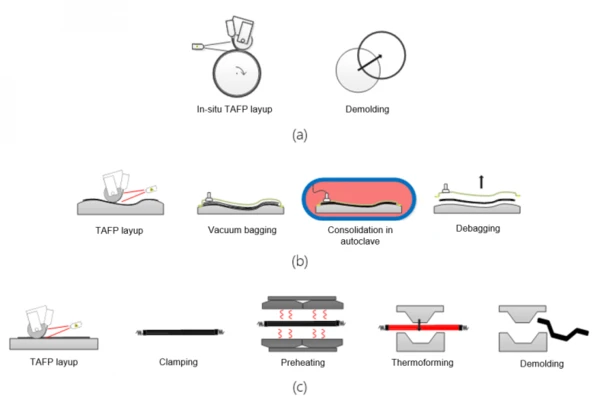
W przypadku produkcji elementów konstrukcyjnych opartych na termoplastycznych taśmach jednokierunkowych (taśmach UD), w zautomatyzowanym układaniu włókien brane są pod uwagę różne łańcuchy procesów. W przypadku TAFP in-situ celem jest osiągnięcie pełnej konsolidacji struktury podczas układania. Złożona kontrola procesu układania poważnie ogranicza wykonalną geometrię elementów docelowych, dlatego proces TAFP in-situ był dotychczas stosowany głównie do prostych elementów, takich jak zbiorniki, rury lub po prostu zakrzywione panele. Bardziej złożone geometrie mogą być zamiast tego realizowane poprzez osadzanie w kształcie siatki z późniejszą konsolidacją w autoklawie lub prasie grzewczej. Alternatywnie, proces TAFP może być również stosowany do osadzania płaskich preform, które są następnie formowane w ostateczny kształt komponentu w procesie termoformowania opartym na prasie, a tym samym konsolidowane. Rys. 2 przedstawia schemat opisanych łańcuchów procesowych.
Dlaczego stopień krystaliczności jest decydujący?
Jako osnowę kompozytów termoplastycznych stosuje się głównie półkrystaliczne tworzywa termoplastyczne. Główną właściwością tych polimerów jest Krystaliczność / stopień krystalicznościKrystaliczność odnosi się do stopnia uporządkowania strukturalnego ciała stałego. W krysztale układ atomów lub cząsteczek jest spójny i powtarzalny. Wiele materiałów, takich jak ceramika szklana i niektóre polimery, można przygotować w taki sposób, aby uzyskać mieszaninę obszarów krystalicznych i amorficznych. stopień krystaliczności, ponieważ wynikowy łańcuch polimerowy i struktura krystaliczna mają decydujący wpływ na właściwości mechaniczne kompozytu z tworzywa sztucznego. Ponieważ matryca jest całkowicie stopiona i ponownie zestalona na etapie procesu konsolidacji lub formowania, zbadano wpływ tego etapu procesu na stopień krystaliczności komponentu.

W jaki sposób wyprodukowano próbkę testową?
W tym celu próbki testowe wykonane z materiału taśmy PPS/CF UD od producenta Celanese w Dallas, TX, USA, zostały osadzone na maszynie Coriolis C1 AFP (rysunek 3). Łańcuchy procesu osadzaniaTAFPw końcowym konturze z dalszą konsolidacją i transformacją preformy TAFP zostały pobrane na prasie grzewczej producenta Langzauner (Lambrechten, Austria); dodatkowo próbki zostały skonsolidowane w autoklawie. Tabela 1 podsumowuje parametry procesu istotne dla krystalizacji, tj. ciśnienie i szybkość chłodzenia w zakresie temperatur pasma krystaliczności.
Tabela. 1: Parametry procesu konsolidacji (fragment)
| Proces | Ciśnienie | Szybkość chłodzenia |
| Konsolidacja: prasa grzewcza | 20 bar | -10 K/min |
| Konsolidacja: autoklaw | 5 bar | -10 K/min |
| Transformacja | 20 bar | Do -2950 K/min |
Jak określono krystaliczność?
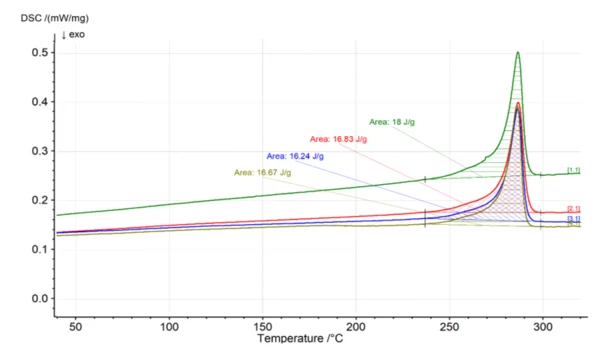
Do określenia krystaliczności matrycy PPS w funkcji przetwarzania zastosowano metodę różnicowej kalorymetrii skaningowej. Użyto kalorymetru DSC 214 Polyma firmy NETZSCH (Selb, Niemcy). Próbki ogrzewano w temperaturze od 20°C do 320°C z szybkością 10 K/min. Dla każdego łańcucha procesu zmierzono cztery próbki. Warunki pomiaru podsumowano w tabeli 2.
Tabela. 2: Warunki pomiaru
| Masa próbki | 15-28 mg |
| Atmosfera | N2 |
| Natężenie przepływu gazu | 60 ml/min |
| Program temperatury | 20°C -> 320°C (10 K/min) |
Rys. 4 przedstawia przykładowe krzywe pomiarowe próbek utrwalonych w autoklawie
Obliczanie stopnia krystaliczności
Stopień krystaliczności Xc został określony zgodnie z [3]:
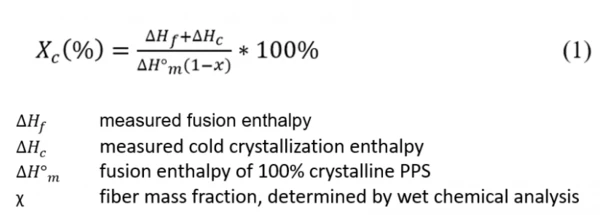
Zgodnie z [4] dla entalpii topnienia 100% krystalicznego PPS zastosowano wartość 150,4 J/g.
Oceniając pierwszy pik topnienia pokazany na rysunku 4, dla próbki 1 uzyskano entalpię topnienia 18,0 J/g. Gładka linia bazowa przed pikiem oznacza, że nie zachodzi zimna KrystalizacjaKrystalizacja to fizyczny proces twardnienia podczas tworzenia i wzrostu kryształów. Podczas tego procesu uwalniane jest ciepło krystalizacji.krystalizacja. Za pomocą analizy chemicznej na mokro określono udział masowy włókien w próbce wynoszący 61,32%. Stopień krystaliczności oblicza się według wzoru (1):

Tabela 3 przedstawia stopnie krystaliczności określone w ten sposób w odniesieniu do ich pozycji w łańcuchu procesowym. Każdy z nich odzwierciedla średnią wartość 4 indywidualnych pomiarów i ich odchylenie standardowe.
Tabela 3: Ocena DSC
| Próbka | Stopień krystaliczności [%] |
| Konsolidacja: prasa grzewcza | 29.81 ± 2.02 |
| Konsolidacja: autoklaw | 29.11 ± 1.12 |
| Transformacja | 26.49 ± 1.65 |
Zmniejszona krystaliczność komponentu z łańcucha procesu formowania
Stopnie krystaliczności próbek konsolidowanych w prasie grzewczej i w autoklawie nie różnią się zatem znacząco od siebie. Wyższe ciśnienie konsolidacji w prasie grzewczej nie ma zatem wpływu na krystaliczność.
Natomiast próbki wytworzone w łańcuchu procesu formowania są mniej krystaliczne niż pozostałe próbki. Można to przede wszystkim wytłumaczyć wysoką szybkością nagrzewania w tym procesie. Ze względu na wysokie straty ciepła przewodzonego, gdy stopione próbki wchodzą w kontakt z narzędziem do prasowania, które jest hartowane w temperaturze 150°C, zmierzono prędkości chłodzenia > 1000 K/s w obszarze pasma krystaliczności za pomocą termopar umieszczonych w laminacie. Ze względu na krótki czas przebywania polimeru w zakresie temperatur krystalizacji, łańcuchy nie mają wystarczająco dużo czasu na ścisłe upakowanie się, co skutkuje zmniejszoną krystalicznością komponentu.
Tak więc, jeśli w przyszłych badaniach mechanicznych zostaną stwierdzone różnice - na przykład w odniesieniu do wartości charakterystycznych zdominowanych przez matrycę między łańcuchami procesowymi - przyczyną może być krystaliczność. Jeśli jednak formowanie nadal ma być selected jako łańcuch procesu - na przykład w celu osiągnięcia wysokich wskaźników produkcji dzięki krótkim czasom cyklu - wówczas w niektórych przypadkach może być konieczna optymalizacja kontroli procesu w celu zwiększenia stopnia krystaliczności.
Informacje o Fraunhofer IGCV
Fraunhofer IGCV oznacza badania stosowanearch z naciskiem na inżynierię, produkcję i rozwiązania wielomateriałowe. Umożliwiamy innowacje w procesach produkcyjnych i naukach materiałowych, maszynach i łańcuchach procesów oraz sieciach fabryk i firm. Naszą wyjątkową zaletą są interdyscyplinarne rozwiązania z dziedziny odlewnictwa, kompozytów i technologii przetwarzania.
Referencje
[1] Oldani T., "Increasing productivity in fiber placement processes," in sae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites, Coriolis C1 REFERENCJA W ZAUTOMATYZOWANYM UKŁADANIU W ŁÓKIEN. [Online]. Dostępne: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (dostęp: 29 lipca 2019 r.).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites", 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet i I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates", Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.