
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
熱可塑性プラスチック自動繊維配置(TAFP):プロセスチェーン内の位置に基づく結晶性/結晶化度の決定
連続繊維強化プラスチックと熱可塑性マトリックスシステムを航空産業で使用するには、この材料の組み合わせに適した製造技術を開発する必要がある。この文脈で有望なプロセスのひとつが、自動繊維配置(AFP)です。構造部品製造のためのプロセスチェーンと、結晶性/結晶化度が決定的な理由については、こちらをご覧ください。
航空産業は常に進化している。連続繊維強化プラスチックと熱可塑性マトリックスシステムの使用には、この材料の組み合わせに適した製造技術の開発が必要です。このような状況において有望なプロセスのひとつが、AFP(Automated Fiber Placement)であり、敷設ヘッドによる連続繊維強化複合材料の製造のための高度に自動化された敷設プロセスである。この敷設ヘッドは、ガントリー・システムまたはロボットに取り付けることができる(図1)。

システムの利用可能な自由度のおかげで、フィラメントを巻き取るのとは対照的に、凹面への積層や非幾何学的な繊維経路をたどることが可能です。どちらの場合も、材料はヘッドに載せて運ぶことも、別の固定されたエンクロージャー(クリール)に収納することもできる。AFPプロセスでは、架橋および熱可塑性マトリックスの両方のプリプレグを処理することができる。
構造部品製造のためのさまざまなプロセス・チェーン
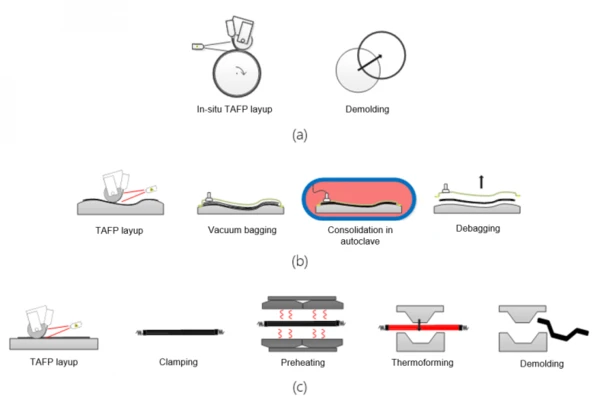
熱可塑性一方向テープ(UDテープ)をベースとする構造部品の製造では、自動ファイバー配置においてさまざまなプロセスチェーンが考慮される。in-situ TAFPでは、配置中に構造物の完全な圧密を達成することが目的です。このため、in-situ TAFPプロセスはこれまで、主にタンクやパイプ、単純に湾曲したパネルなどの単純な部品に使用されてきました。より複雑な形状は、オートクレーブまたは加熱プレスで下流に圧密を行うネットシェイプ成膜で実現できる。あるいは、TAFPプロセスは、平坦なプリフォームの成膜にも使用でき、このプリフォームはその後、プレスベースの熱成形プロセスで部品の最終形状に成形され、それによって圧密される。図2は、説明したプロセスチェーンの概略図である。
結晶性/結晶化度が決定的な理由
熱可塑性プラスチック複合材料のマトリックスには、主に半結晶性の熱可塑性プラスチックが使用される。これらのポリマーの中心的な特性は結晶化度であり、得られるポリマー鎖と結晶構造がプラスチック複合材料の機械的特性に決定的な影響を与えるからである。マトリックスは、圧密または成形工程で完全に溶融し再固化されるため、この工程が成分の結晶性/結晶化度に及ぼす影響を調査した。

試験片はどのようにして作られたのですか?
この目的のため、米国テキサス州ダラスにある製造業者Celanese社製のPPS/CF UDテープ材料からなる試験片を、Coriolis C1 AFP機で成膜した(図3)。また、Langzauner社(Lambrechten、オーストリア)の加熱プレスを用いて、TAFPプリフォームの下流圧密および変形を伴う最終輪郭へのTAFP成膜工程を試料とし、さらにオートクレーブで試料を圧密した。表1は、結晶化に関連するプロセスパラメーター、すなわち結晶化度帯の温度範囲における圧力と冷却速度をまとめたものである。
表1:圧密工程のパラメーター(抜粋)
| プロセス | 圧力 | 冷却速度 |
| 圧密:加熱プレス | 20 bar | -10 K/分 |
| 圧密:オートクレーブ | 5 bar | -10 K/分 |
| 変形 | 20バール | 最大-2950 K/分 |
結晶化度はどのように決定されたのですか?
PPSマトリックスの結晶化度を加工の関数として決定するために、示差走査熱量測定法を採用した。A DSC 214 PolymaNETZSCH (Selb, Germany)を使用した。試料を20℃から320℃まで、10K/分の加熱速度で加熱した。各プロセス・チェーンについて、4つの試料を測定した。測定条件を表2にまとめた。
表2:測定条件
| 試料重量 | 15-28 mg |
| 雰囲気 | N2 |
| ガス流量 | 60ml/分 |
| 温度プログラム | 20°C -> 320°C (10 K/min) |
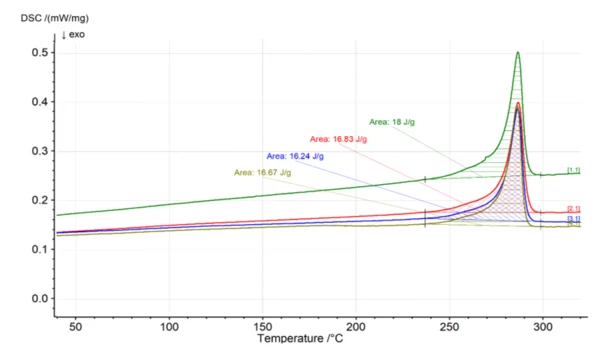
図4は、オートクレーブで固化した試料の測定曲線を例示したものである。
結晶性/結晶化度の計算
結晶性/結晶化度Xcは[3]に従って求めた:
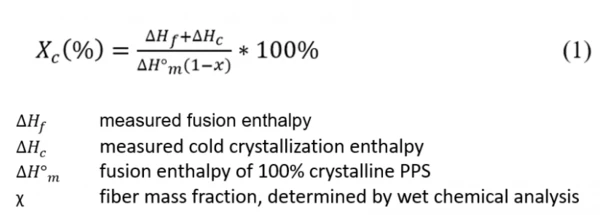
4]によると、100%結晶性PPSの融解エンタルピーには150.4J/gという値が用いられている。
図4に示す最初の融解ピークを評価すると、試料1の融解エンタルピーは18.0 J/gとなる。ピーク前のベースラインが滑らかであることは、低温結晶化が起こっていないことを意味する。湿式化学分析により、この試料の繊維質量分率は61.32%であった。結晶性/結晶化度は式(1)に従って計算される:

表3は、このようにして決定された結晶性/結晶化度を、プロセスチェーン内の位置との関係で示したものである。これらはそれぞれ、4つの個別測定の平均値とその標準偏差を反映している。
表3:DSC評価
| 試験片 | 結晶性/結晶化度[%](%) |
| 圧密:加熱プレス | 29.81 ± 2.02 |
| 圧密:オートクレーブ | 29.11 ± 1.12 |
| 変形 | 26.49 ± 1.65 |
成形工程連鎖による成分の結晶化度の低下
したがって、加熱プレスで圧密した試料とオートクレーブで圧密した試料の結晶性/結晶化度は、互いに大きな差はない。したがって、加熱プレスの圧密圧力が高くても、結晶化度には影響しない。
対照的に、成形工程連鎖で製造された試料は、他の試料よりも結晶性が低い。これは主に、このプロセスの高い加熱速度によって説明できる。溶融試料が150℃で焼戻しされたプレス金型に接触する際の伝導熱損失が大きいため、積層板に挿入した熱電対により、結晶化度帯の領域で1000K/sを超える冷却速度が測定された。結晶化温度域でのポリマーの滞留時間が短いため、鎖が密に詰まるのに十分な時間がなく、その結果、成分の結晶化度が低下する。
従って、今後の機械的調査において、例えばマトリックスに支配された特性値に関して、工程鎖間に差異が見つかった場合、結晶化度がその背景にある可能性がある。しかしながら、例えば短いサイクルタイムで高い生産率を達成するために、成形をプロセスチェーンとして選択するのであれば、結晶性/結晶化度を高めるために、場合によってはプロセス制御の最適化を追求する必要があるかもしれない。
フラウンホーファーIGCVについて
フラウンホーファーIGCVは、エンジニアリング、生産、マルチマテリアル・ソリューションに重点を置いた応用研究機関です。フラウンホーファーIGCVは、製造プロセスや材料科学、機械やプロセスチェーン、工場や企業ネットワークにおけるイノベーションを可能にします。フラウホーファーIGCVのユニークなセールスポイントは、鋳造、複合材、加工技術の分野における学際的なソリューションにあります。
参考文献
[1] Oldani T., "Increasing productivity in fiber placement processes," insae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites,Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [オンライン]。Available: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (accessed: Jul. 29 2019).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites," 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet, and I. F. Villegas, "Effect of cooling rate on the interlaminar fracture toughness of unidirectional Carbon/PPS laminates,"Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.