
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
Termoplastické automatické umisťování vláken (TAFP): stanovení stupně krystalinity na základě pozice v procesním řetězci
Použití spojitých plastů vyztužených vlákny se systémy s termoplastickou matricí v leteckém průmyslu vyžaduje vývoj vhodných výrobních technologií pro tuto kombinaci materiálů. Jedním ze slibných postupů v této souvislosti je automatizované umísťování vláken (AFP). Přečtěte si více o procesních řetězcích pro výrobu konstrukčních dílů a o tom, proč je rozhodující Krystalinita / stupeň krystalinityKrystalinita označuje stupeň strukturního uspořádání pevné látky. V krystalu je uspořádání atomů nebo molekul konzistentní a opakující se. Mnoho materiálů, jako je sklokeramika a některé polymery, lze připravit tak, aby vznikla směs krystalických a amorfních oblastí. stupeň krystalinity.
Letecký průmysl se neustále vyvíjí. Použití spojitých plastů vyztužených vlákny se systémy s termoplastickou matricí vyžaduje vývoj vhodných výrobních technologií pro tuto kombinaci materiálů. Jedním ze slibných postupů v této souvislosti je Automated Fiber Placement (AFP), vysoce automatizovaný proces vkládání vláken pro výrobu spojitých kompozitů vyztužených vlákny pomocí vkládací hlavy. Tato pokládací hlava může být namontována buď na portálovém systému, nebo na robotu (obr. 1).

Díky dostupným stupňům volnosti systému je možné - na rozdíl od navíjení vláken - pokládat na konkávní povrchy a sledovat negeodetické dráhy vláken. V obou případech lze materiál buď přenášet na hlavici, nebo jej uložit do samostatného stacionárního krytu (creel). V procesu AFP lze zpracovávat prepregy se síťujícími i termoplastickými matricemi.
Různé procesní řetězce pro výrobu konstrukčních prvků
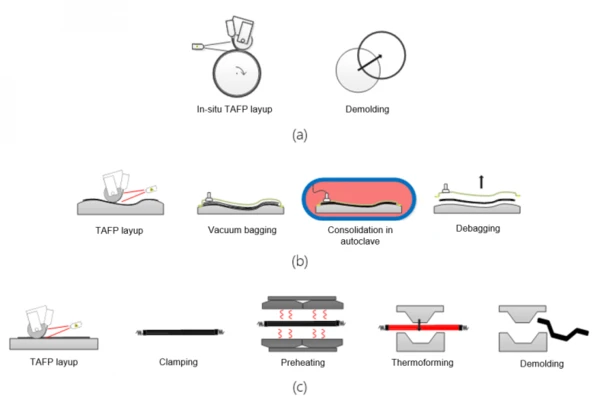
Při výrobě konstrukčních prvků na bázi termoplastických jednosměrných pásů (UD pásů) se v rámci automatizovaného umisťování vláken zohledňují různé procesní řetězce. V případě TAFP in-situ je cílem dosáhnout úplné konsolidace konstrukce během umisťování. Složité řízení procesu pokládky značně omezuje proveditelnou geometrii cílových komponent, proto se proces TAFP in-situ dosud používal především pro jednoduché komponenty, jako jsou nádrže, potrubí nebo jednoduše zakřivené panely. Složitější geometrie lze namísto toho realizovat nanášením ve tvaru sítě s následnou konsolidací v autoklávu nebo ohřívacím lisu. Alternativně lze proces TAFP použít také pro nanášení plochých předforem, které jsou následně v procesu tepelného tváření na lisu vytvarovány do konečného tvaru součásti, a tím konsolidovány. Na obr. 2 je znázorněno schéma popsaných procesních řetězců.
Proč je rozhodující stupeň krystalinity
Jako matrice termoplastických kompozitů se používají především semikrystalické termoplasty. Ústřední vlastností těchto polymerů je Krystalinita / stupeň krystalinityKrystalinita označuje stupeň strukturního uspořádání pevné látky. V krystalu je uspořádání atomů nebo molekul konzistentní a opakující se. Mnoho materiálů, jako je sklokeramika a některé polymery, lze připravit tak, aby vznikla směs krystalických a amorfních oblastí. stupeň krystalinity, protože výsledná struktura polymerního řetězce a krystalu má rozhodující vliv na mechanické vlastnosti plastového kompozitu. Vzhledem k tomu, že matrice je v procesu konsolidace nebo tváření zcela roztavena a znovu zpevněna, byl zkoumán vliv tohoto procesního kroku na stupeň krystalinity složky.

Jak byl zkušební vzorek vyroben?
Za tímto účelem byly zkušební vzorky z páskového materiálu PPS/CF UD od výrobce Celanese z Dallasu, TX, USA, uloženy na Coriolisově stroji C1 AFP (obr. 3). Na ohřívacím lisu výrobce Langzauner (Lambrechten, Rakousko) byly odebrány vzorky procesních řetězců ukládání TAFP v konečném obrysu s následnou konsolidací a transformací předlisku TAFP; vzorky byly navíc konsolidovány v autoklávu. V tabulce 1 jsou shrnuty procesní parametry důležité pro krystalizaci, tj. tlak a rychlost chlazení v teplotním rozsahu pásma krystalinity.
Tab. 1: Parametry konsolidačního procesu (výtah)
| Proces | Tlak | Rychlost chlazení |
| Konsolidace: ohřívací lis | 20 bar | -10 K/min |
| Konsolidace: autokláv | 5 bar | -10 K/min |
| Transformace | 20 bar | Až -2950 K/min |
Jak byla stanovena krystalinita?
Pro stanovení krystalinity matrice PPS v závislosti na zpracování byla použita metoda diferenční skenovací kalorimetrie. Byl použit přístroj DSC 214 Polyma společnosti NETZSCH (Selb, Německo). Vzorky byly zahřívány od 20 °C do 320 °C při rychlosti zahřívání 10 K/min. Pro každý procesní řetězec byly měřeny čtyři vzorky. Podmínky měření jsou shrnuty v tabulce 2.
Tab. 2: Podmínky měření
| Hmotnost vzorku | 15-28 mg |
| Atmosféra | N2 |
| Průtok plynu | 60 ml/min |
| Teplotní program | 20 °C -> 320 °C (10 K/min) |
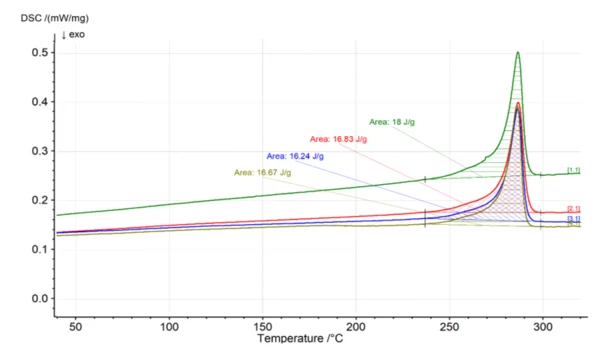
Obr. 4 ukazuje příkladné křivky měření vzorků konsolidovaných v autoklávu
Výpočet stupně krystalinity
Stupeň krystalinity Xc byl stanoven podle [3]:
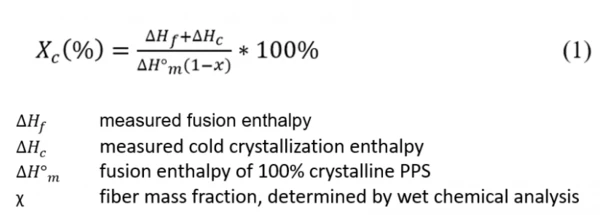
Podle [4] byla pro taveninovou entalpii 100% krystalického PPS použita hodnota 150,4 J/g.
Vyhodnocením prvního píku tání znázorněného na obrázku 4 byla pro vzorek 1 získána entalpie tání 18,0 J/g. Hladká základní linie před vrcholem znamená, že nedochází ke krystalizaci za studena. Pomocí mokré chemické analýzy byl pro vzorek stanoven hmotnostní podíl vláken 61,32 %. Stupeň krystalinity se vypočítá podle vzorce (1):

V tabulce 3 jsou uvedeny takto stanovené stupně krystalinity ve vztahu k jejich poloze v rámci technologického řetězce. Každý z nich odráží průměrnou hodnotu 4 jednotlivých měření a jejich směrodatnou odchylku.
Tabulka 3: Hodnocení DSC
| Vzorek | Stupeň krystalinity [%] |
| Konsolidace: zahřívací lis | 29.81 ± 2.02 |
| Konsolidace: autokláv | 29.11 ± 1.12 |
| Transformace | 26.49 ± 1.65 |
Snížená krystalinita složky z řetězce tvářecího procesu
Stupně krystalinity vzorků konsolidovaných v ohřívacím lisu a v autoklávu se tedy od sebe výrazně neliší. Vyšší konsolidační tlak v ohřívacím lisu tedy nemá na krystalinitu žádný vliv.
Naopak vzorky vyrobené v řetězci tvářecích procesů jsou méně krystalické než ostatní vzorky. To lze vysvětlit především vysokou rychlostí ohřevu v tomto procesu. Vzhledem k vysokým ztrátám tepla vedením při kontaktu roztavených vzorků s lisovacím nástrojem, který je temperován na 150 °C, byly v oblasti pásma krystalinity měřeny rychlosti ochlazování > 1000 K/s pomocí termočlánků vložených do laminátu. Vzhledem ke krátké době setrvání polymeru v teplotním pásmu KrystalizaceKrystalizace je fyzikální proces tuhnutí při vzniku a růstu krystalů. Při tomto procesu se uvolňuje krystalizační teplo.krystalizace nemají řetězce dostatek času na těsné zabalení, což vede ke snížení krystalinity součásti.
Pokud by se tedy při budoucích mechanických zkoumáních zjistily rozdíly - například s ohledem na charakteristické hodnoty s převahou matrice mezi procesními řetězci - mohla by být jejich příčinou Krystalinita / stupeň krystalinityKrystalinita označuje stupeň strukturního uspořádání pevné látky. V krystalu je uspořádání atomů nebo molekul konzistentní a opakující se. Mnoho materiálů, jako je sklokeramika a některé polymery, lze připravit tak, aby vznikla směs krystalických a amorfních oblastí. krystalinita. Pokud však má být i nadále jako procesní řetězec zvoleno tváření - například za účelem dosažení vysokých výrobních rychlostí prostřednictvím krátkých časů cyklů - pak může být v určitých případech nutné usilovat o optimalizaci řízení procesu, aby se zvýšil Krystalinita / stupeň krystalinityKrystalinita označuje stupeň strukturního uspořádání pevné látky. V krystalu je uspořádání atomů nebo molekul konzistentní a opakující se. Mnoho materiálů, jako je sklokeramika a některé polymery, lze připravit tak, aby vznikla směs krystalických a amorfních oblastí. stupeň krystalinity.
O společnosti Fraunhofer IGCV
Fraunhofer IGCV představuje aplikovaný výzkum se zaměřením na strojírenství, výrobu a multimateriálová řešení. Umožňujeme inovace výrobních procesů a materiálových věd, strojů a procesních řetězců a továrních a podnikových sítí. Naše jedinečná prodejní nabídka spočívá v interdisciplinárních řešeních z oblasti odlévání, kompozitních materiálů a technologií zpracování.
Odkazy
[1] Oldani T., "Increasing productivity in fiber placement processes", in sae aerospace manufacturing and automated fastening conference & exhibition, North Charleston, South Carolina, USA, 2008.
[2] Coriolis Composites, Coriolis C1 THE REFERENCE IN AUTOMATED FIBER PLACEMENT. [Online]. Dostupné na: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (přístup: 29. července 2019).
[3] J. E. Spruiell, "A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites" (Přehled měření a vývoje krystalinity a jejího vztahu k vlastnostem čistého poly(fenylsulfidu) a jeho kompozitů vyztužených vlákny), 2005, doi: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet a I. F. Villegas, "Effect of cooling rate on interlaminar fracture toughness of unidirectional Carbon/PPS laminates," Engineering Fracture Mechanics, 2018, doi: 10.1016/j.engfracmech.2018.02.022.