
30.08.2021 by Dr. Natalie Rudolph, Thomas Zenker
열가소성 플라스틱 자동 섬유 배치(TAFP): 공정 체인 내 위치에 따른 결정성 정도 결정
항공 산업에서 열가소성 매트릭스 시스템과 함께 연속 섬유 강화 플라스틱을 사용하려면 이 소재 조합에 적합한 제조 기술 개발이 필요합니다. 이러한 맥락에서 유망한 공정 중 하나는 자동화된 섬유 배치(AFP)입니다. 구조용 부품 생산을 위한 공정 체인과 결정화 정도가 결정적인 이유에 대해 자세히 알아보세요.
항공 산업은 끊임없이 진화하고 있습니다. 열가소성 매트릭스 시스템과 함께 연속 섬유 강화 플라스틱을 사용하려면 이 소재 조합에 적합한 제조 기술 개발이 필요합니다. 이러한 맥락에서 유망한 공정 중 하나는 레이어링 헤드를 사용하여 연속 섬유 강화 복합재를 생산하기 위한 고도로 자동화된 배치 공정인 AFP(Automated Fiber Placement)입니다. 이 레이팅 헤드는 갠트리 시스템이나 로봇에 장착할 수 있습니다(그림 1).

시스템의 자유도 덕분에 와인딩 필라멘트와 달리 오목한 표면에 설치하거나 측지선이 아닌 섬유 경로를 따라 설치할 수 있습니다. 두 경우 모두 재료는 헤드에 실어 운반하거나 별도의 고정된 인클로저(크릴)에 보관할 수 있습니다. AFP 공정에서는 가교 및 열가소성 매트릭스가 모두 포함된 프리프레그를 가공할 수 있습니다.
구조 부품 생산을 위한 다양한 프로세스 체인
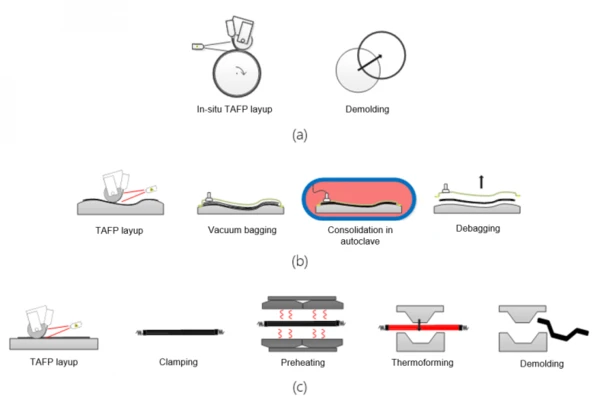
열가소성 단방향 테이프(UD 테이프)를 기반으로 하는 구조 부품을 생산할 때는 자동화된 섬유 배치에서 다양한 공정 체인을 고려합니다. 현장 TAFP의 목표는 배치 중에 구조물의 완전한 통합을 달성하는 것입니다. 포설 공정의 복잡한 공정 제어는 대상 구성 요소의 실현 가능한 형상을 심각하게 제한하기 때문에 지금까지는 주로 탱크, 파이프 또는 단순한 곡선형 패널과 같은 단순한 구성 요소에 현장 설치 TAFP 공정이 사용되어 왔습니다. 보다 복잡한 형상은 오토클레이브 또는 가열 프레스에서의 다운스트림 통합을 통한 그물 모양 증착으로 구현할 수 있습니다. 또는 프레스 기반 열성형 공정에서 부품의 최종 형상으로 형성된 후 통합되는 평면 프리폼을 증착하는 데에도 TAFP 공정을 사용할 수 있습니다. 그림 2는 설명한 공정 체인의 개략도를 보여줍니다.
결정성이 결정적인 이유
주로 반결정성 열가소성 플라스틱이 열가소성 복합소재의 매트릭스로 사용됩니다. 이러한 폴리머의 핵심 특성은 결정성 정도인데, 이는 결과물인 폴리머 사슬과 결정 구조가 플라스틱 복합재의 기계적 특성에 결정적인 영향을 미치기 때문입니다. 응집 또는 성형 공정 단계에서 매트릭스가 완전히 녹아 다시 응고되기 때문에 이 공정 단계가 구성 요소의 결정성 정도에 미치는 영향을 조사했습니다.

테스트 표본은 어떻게 제작되었나요?
이를 위해 미국 텍사스주 댈러스에 있는 Celanese 제조업체의 PPS/CF UD 테이프 재료로 만든 테스트 시편을 코리올리스 C1 AFP 장비에 증착했습니다(그림 3). 공정 체인은 최종 윤곽의 TAFP 증착과 다운스트림 통합 및 TAFP 프리폼의 변형으로 이루어졌으며, 시편은 제조업체 Langzauner(오스트리아 람브레히텐)의 가열 프레스에서 샘플링되고 오토클레이브에서 통합되었습니다. 표 1에는 결정화와 관련된 공정 파라미터, 즉 결정성 대역의 온도 범위에서 압력 및 냉각 속도가 요약되어 있습니다.
표. 1: 통합 공정의 매개변수(발췌)
| 프로세스 | 압력 | 냉각 속도 |
| 통합: 가열 프레스 | 20 bar | -10 K/min |
| 통합: 오토클레이브 | 5 bar | -10 K/min |
| 변형 | 20 bar | 최대 -2950 K/min |
결정성은 어떻게 결정되나요?
가공의 함수로서 PPS 매트릭스의 결정성을 측정하기 위해 시차 주사 열량 측정법을 사용했습니다. NETZSCH (독일 셀브)의 DSC 214 Polyma 가 사용되었습니다. 샘플은 20°C에서 320°C까지 10K/min의 가열 속도로 가열되었습니다. 각 공정 체인에 대해 4개의 샘플을 측정했습니다. 측정 조건은 표 2에 요약되어 있습니다.
표. 2: 측정 조건
| 시료 무게 | 15-28 mg |
| 대기 | N2 |
| 가스 유량 | 60 ml/min |
| 온도 프로그램 | 20°C -> 320°C (10 K/min) |
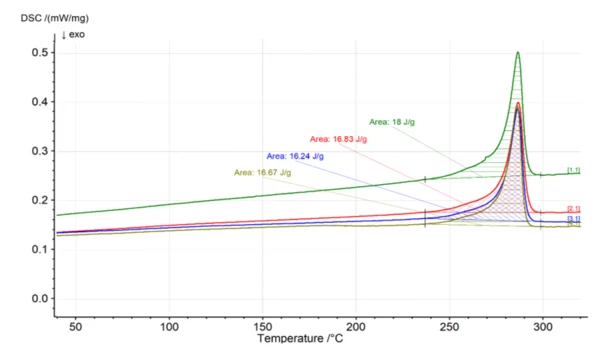
그림 4는 오토클레이브에서 통합된 시료의 측정 곡선을 예시적으로 보여줍니다
결정성 정도 계산
결정성 Xc의 정도는 [3]에 따라 결정했습니다:
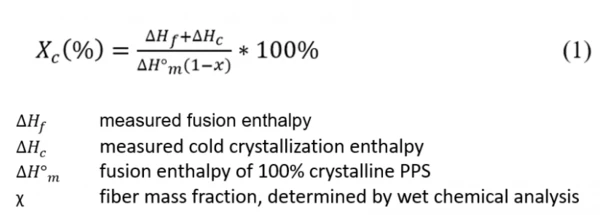
4]에 따르면, 100% 결정성 PPS의 융합 엔탈피에는 150.4 J/g의 값이 사용되었습니다.
그림 4에 표시된 첫 번째 용융 피크를 평가하면 샘플 1에 대해 18.0 J/g의 융합 엔탈피를 얻을 수 있습니다. 피크 이전의 기준선이 매끄럽다는 것은 저온 결정화가 일어나지 않는다는 것을 의미합니다. 습식 화학 분석을 통해 시료에 대해 61.32%의 섬유 질량 분율이 결정되었습니다. 결정화 정도는 공식 (1)에 따라 계산됩니다:

표 3은 이러한 방식으로 결정된 결정도를 프로세스 체인 내에서의 위치와 관련하여 보여줍니다. 각 값은 4개의 개별 측정값의 평균값과 표준 편차를 반영합니다.
표 3: DSC 평가
| 시료 | 결정성 정도 [%]] |
| 통합: 가열 프레스 | 29.81 ± 2.02 |
| 응결: 오토클레이브 | 29.11 ± 1.12 |
| 변형 | 26.49 ± 1.65 |
성형 공정 체인에서 부품의 결정성 감소
따라서 가열 프레스와 오토클레이브에서 응고된 시료의 결정화 정도는 서로 크게 다르지 않습니다. 따라서 가열 프레스의 높은 응결 압력은 결정도에 영향을 미치지 않습니다.
반면 성형 공정 체인에서 제조된 샘플은 다른 샘플보다 결정성이 낮습니다. 이는 주로 공정의 높은 가열 속도로 설명할 수 있습니다. 용융된 시료가 150°C에서 템퍼링되는 프레스 툴과 접촉할 때 전도성 열 손실이 높기 때문에 라미네이트에 삽입된 열전대를 통해 결정성 밴드 영역에서 1000K/s 이상의 냉각 속도가 측정되었습니다. 결정화 온도 범위에서 폴리머의 체류 시간이 짧기 때문에 사슬이 서로 밀착할 시간이 충분하지 않아 성분의 결정성이 감소합니다.
따라서 향후 기계적 조사에서 예를 들어 공정 사슬 간의 매트릭스 지배 특성 값과 관련하여 차이가 발견되면 결정성이 그 원인일 수 있습니다. 그러나 짧은 사이클 타임을 통해 높은 생산 속도를 달성하기 위해 성형이 여전히 공정 체인으로 선택되는 경우, 결정성을 높이기 위해 특정 경우에 공정 제어의 최적화를 추구해야 할 수 있습니다.
프라운호퍼 IGCV 소개
프라운호퍼 IGCV는 엔지니어링, 생산 및 다중 재료 솔루션에 중점을 둔 응용 연구를 의미합니다. 제조 공정 및 재료 과학, 기계 및 공정 체인, 공장 및 기업 네트워크의 혁신을 지원합니다. 주조, 복합재 및 가공 기술 분야의 학제 간 솔루션이 당사의 고유한 판매 포인트 제안입니다.
참조
[1] Oldani T., "섬유 배치 공정의 생산성 향상", sae 항공우주 제조 및 자동 체결 컨퍼런스 및 전시회, 미국 사우스캐롤라이나주 노스찰스턴, 2008.
[2] 코리올리스 컴포지트, 코리올리스 C1 자동화된 섬유 배치의 참조. [온라인]. 이용 가능: https://www.coriolis-composites.com/fiber-placement-machines/coriolis-c1/ (액세스: 2019 년 7 월 29 일).
[3] J. E. Spruiell, "결정성의 측정 및 개발과 깔끔한 폴리(페닐렌 황화물) 및 그 섬유 강화 복합재의 특성과의 관계에 대한 검토", 2005, 도이: 10.2172/885940.
[4] F. Sacchetti, W. J.B. Grouve, L. L. Warnet 및 I. F. Villegas, "냉각 속도가 단방향 탄소/PPS 라미네이트의 층간 파괴 인성에 미치는 영향", Engineering Fracture Mechanics, 2018, 도이: 10.1016/j.engfracmech.2018.02.022.