Johdanto
Monet kuluttajatuotteet on pakattu putkiin tai pulloihin, joissa tuotteen levittäminen edellyttää tuotteen pumppaamista suuttimen läpi. Tällaiset tuotteet ovat yleensä leikkausohuita tuotteita, joiden viskositeetti laskee ekstruusioprosessin aikana kasvavan leikkausnopeuden vuoksi ja palautuu sitten suuttimesta poistuttaessa, kun leikkausnopeus pienenee. Tämän prosessin aikana esiintyvä leikkausnopeus liittyy aukon säteen r ja tilavuusvirran Q kanssa seuraavalla lausekkeella:
Parametri n on potenssilain indeksi, joka on yksi newtonilaiselle nesteelle ja välillä 0-1 ei-newtonilaiselle nesteelle. Tämä arvo saadaan helposti vaihtelevan leikkausnopeuden testistä sovittamalla TeholakimalliPotenssilakimalli on yleinen reologinen malli, jonka avulla voidaan (tyypillisesti) kvantifioida näytteen leikkausohennuksen luonnetta, jolloin arvo lähempänä nollaa osoittaa leikkausohennusta voimistavaa materiaalia.potenssilakimalli tuloksena saatuihin tietoihin.
Mittaamalla tilavuusvirta (annosteltu tilavuus tietyssä ajassa) ja aukon sisäsäde voidaan arvioida puristusprosessin aikana esiintyvä leikkausnopeus. Tätä arvoa voidaan sitten käyttää leikkausnopeussilmukkatestissä, jossa leikkausnopeus nostetaan alhaisesta arvosta (ennen ekstruusiota) kiinnostavaan leikkausnopeuteen ja takaisin alaspäin. Tällaisen testin avulla voidaan määrittää tuotteen pursottamiseen, ruiskuttamiseen tai kaatamiseen tarvittava rasitusmäärä ja viskositeetin palautumisen laajuus tämän prosessin jälkeen, mikä lopulta määrittää käytettävän tuotteen paksuuden. Tämä voidaan mitata mittaamalla ylös- ja alaspäin suuntautuvien käyrien välinen suljettu alue.
Kokeellinen
- Hammastahnan ja vartalovoiteen ekstruusio-ominaisuuksia arvioitiin ja verrattiin prosessin kannalta olennaisissa olosuhteissa.
- Pyörimisreometrimittaukset tehtiin Kinexus-pyörimisreometrillä, jossa oli Peltier-levypatruuna ja karhennettu rinnakkaislevymittausjärjestelmä1, ja käyttäen rSpace -ohjelmiston vakiomuotoisia, valmiiksi määritettyjä sekvenssejä.
- Standardikuormitusjaksoa käytettiin sen varmistamiseksi, että näytteeseen sovellettiin johdonmukaista ja hallittavissa olevaa kuormitusprotokollaa.
- Kaikki reologiset mittaukset tehtiin 25 °C:ssa.
- Asiaankuuluvat ekstruusioleikkausnopeudet laskettiin automaattisesti osana testisekvenssiä käyttäen syötettyjä ekstrudoidun tilavuuden, ekstruusioajan ja aukon säteen arvoja. Testi ohjelmoitiin käyttämään tätä laskettua arvoa suurimpana leikkausnopeutena "ylös- ja sitten alaspäin" -leikkausnopeusrampissa.
- Sekä mitattu jännitys lasketulla leikkausnopeudella että "ylös- ja alas"-käyrien välinen alue ilmoitettiin. Ensin mainittu kertoo ekstruusiota varten tarvittavan jännityksen ja jälkimmäinen viskositeetin palautumisen (tiksotropian) laajuuden ekstruusion jälkeen.
Tulokset ja keskustelu
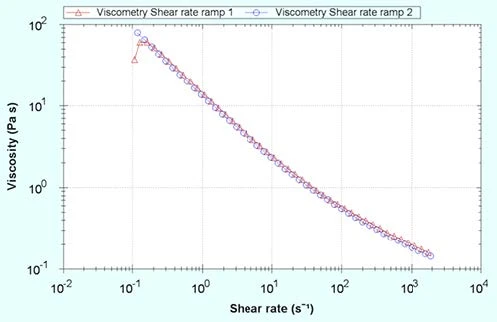
Automaattilaskuri määritteli leikkausnopeuden olevan noin 2000 s-1 vartalovoiteelle ja suoritti siksi automaattisesti leikkausnopeuden rampin välillä 0,1 s-1 - 2000 s-1 ja takaisin ylöspäin. Kuvassa 1 esitetyt tulokset osoittavat, että viskositeetti edustavalla leikkausnopeudella on 0,143 Pas ja että tuotteen puristaminen vaatisi 274 Pa:n leikkausjännityksen (joka liittyy puristamiseen). Lisäksi pinta-ala-analyysin tulos on vain 18, mikä viittaa siihen, että tuote palautuu viskositeetiltaan nopeasti ekstrudoinnin jälkeen ja on siten ei-tiksotrooppinen.
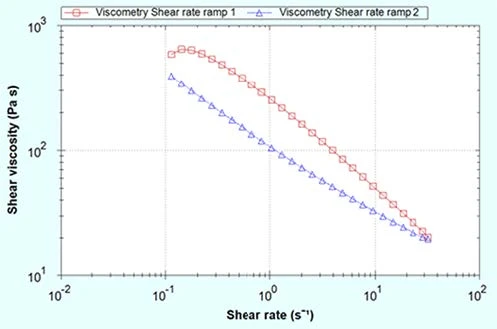
Kuvassa 2 esitetyn hammastahnan ekstrudointiliikkeen leikkausnopeudeksi laskettiin noin 33 s-1. Viskositeetti edustavalla leikkausnopeudella on 19,73 Pas, ja tuotteen ekstrudoiminen edellyttäisi 643 Pa:n leikkausjännitystä. Tämä materiaali näyttää olevan tiksotrooppinen, koska ylemmän ja alemman käyrän välinen alue on paljon suurempi, 775. Molempien näytteiden kohdalla testin alussa havaittu viskositeetin lievä piikki johtuu kimmoisasta muodonmuutoksesta käynnistyksen yhteydessä, ja sitä voidaan odottaa esiintyvän molemmissa tuotteissa, koska molemmilla tuotteilla on myötörajat [1].
Päätelmät
Ihovoiteen puristamiseen pullosta ja hammastahnan puristamiseen tuubista liittyvät leikkausnopeusarvot laskettiin ja syötettiin automaattisesti leikkausnopeusrampin "ylös ja alas" -testiin. Tulokset osoittivat, että ihovoiteen annosteluun halutulla nopeudella tarvittaisiin 274 Pa:n leikkausjännitys ja hammastahnan annosteluun 643 Pa. Ylös- ja alas-käyrien välisen alueen määrittäminen osoitti, että vartalovoide ei ollut tiksotrooppinen, kun taas hammastahna käyttäytyi tiksotrooppisesti.
Huomaa...
testausta suositellaan tehtäväksi kartio- ja levy- tai rinnakkaislevygeometrialla - jälkimmäistä suositellaan dispersioille ja emulsioille, joiden hiukkaskoko on large. Tällaiset materiaalityypit saattavat myös vaatia hammastettujen tai karhennettujen geometrioiden käyttöä, jotta vältetään geometrian pinnalla tapahtuvaan liukumiseen liittyvät artefaktat.