Bevezetés
Számos fogyasztói terméket csövekbe vagy palackokba csomagolnak, ahol a termék felvitele a termék fúvókán keresztül történő pumpálásával történik. Az ilyen termékek általában nyíróhígító termékek, ahol a viszkozitás az extrudálási folyamat során a növekvő nyírási sebesség miatt csökken, majd a fúvókából való kilépéskor a nyírási sebesség csökkenésével visszaáll. Az e folyamat során fellépő nyírási sebesség a következő kifejezéssel függ össze a nyílás r sugarával és a Q térfogatáramlással:
Az n paraméter a hatványtörvény-index, amely newtoni folyadék esetén egy, nem newtoni folyadék esetén pedig 0-1 között van. Ez az érték könnyen elérhető egy változó nyírási sebességű vizsgálatból úgy, hogy a kapott adatokra egy hatványtörvény-modellt illesztünk.
A térfogatáram (adott idő alatt adagolt térfogat) és a nyílás belső sugarának mérésével megbecsülhető az extrudálási folyamat során fellépő nyírási sebesség. Ez az érték ezután felhasználható egy nyírási sebesség hurokvizsgálatban, amely a nyírási sebességet egy alacsony értékről (az extrudálás előtt) a kívánt nyírási sebességre és visszaállítja. Egy ilyen vizsgálat lehetővé teszi a termék extrudálásához, permetezéséhez vagy kiöntéséhez szükséges feszültség mértékének, valamint az ezt a folyamatot követő viszkozitás-visszanyerés mértékének meghatározását, ami végső soron a felhasznált termék vastagságát határozza meg. Ez a felfelé és lefelé mutató görbék közötti zárt terület mérésével számszerűsíthető.
Kísérleti
- A fogkrém és egy testápoló extrudálási tulajdonságait értékelték és összehasonlították a folyamat szempontjából releváns körülmények között.
- A rotációs reométeres méréseket Peltier-lemezes patronnal és érdesített párhuzamos lemezes mérőrendszerrel1 ellátott Kinexus rotációs reométerrel végeztük, az rSpace szoftverben előre konfigurált standard szekvenciák alkalmazásával.
- Egy szabványos betöltési szekvenciát használtunk annak biztosítására, hogy a minta következetes és ellenőrizhető betöltési protokollnak legyen kitéve.
- Minden reológiai mérést 25°C-on végeztünk.
- A vonatkozó extrudálási nyírási sebességeket a vizsgálati szekvencia részeként automatikusan kiszámították az extrudált térfogat, az extrudálási idő és a nyílássugár beírt értékei alapján. A vizsgálatot úgy programozták, hogy ezt a kiszámított értéket használta a maximális nyírási sebességként egy "felfelé, majd lefelé" nyírási sebesség rámpában.
- A számított nyírási sebességnél mért feszültséget és a "fel és le" görbék közötti területet egyaránt jelentették. Az előbbi az extrudáláshoz szükséges feszültséget, az utóbbi pedig az extrudálást követő viszkozitás-visszanyerés (TixotrópiaA legtöbb folyadék esetében a nyírási hígulás visszafordítható, és a folyadékok egy bizonyos időpontban visszanyerik eredeti viszkozitásukat, amikor a nyíróerőt megszüntetik.tixotrópia) mértékét mutatja.
Eredmények és vita
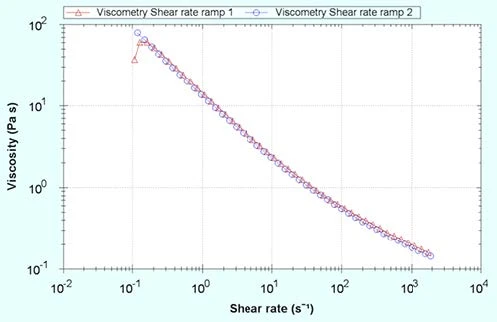
Az automatikus számológép a testápolóhoz a nyírási sebességet körülbelül 2000 s-1 értékben határozta meg, ezért automatikusan elvégezte a nyírási sebesség 0,1 s-1 és 2000 s-1 közötti, majd visszaemelkedő értéket. Az 1. ábrán látható eredmények azt mutatják, hogy a reprezentatív nyírási sebességnél a viszkozitás 0,143 Pas, és a termék extrudálásához 274 Pa alkalmazott nyírófeszültségre lenne szükség (a préseléshez kapcsolódóan). Továbbá a területelemzés mindössze 18-as értéket ad, ami arra utal, hogy a termék extrudálást követően gyorsan visszanyeri viszkozitását, és így nem tixotróp.
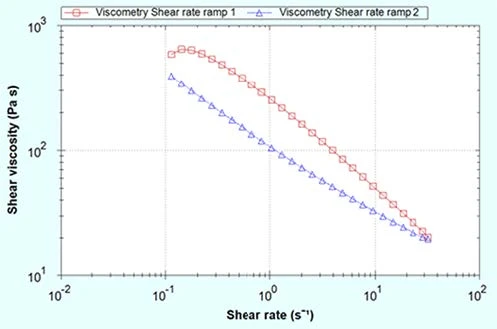
A 2. ábrán látható fogkrém esetében az extrudálási nyírási sebességet körülbelül 33 s-1-nek számították. A viszkozitás a reprezentatív nyírási sebességnél 19,73 Pas, és a termék extrudálásához 643 Pa alkalmazott nyírófeszültségre lenne szükség. Ez az anyag tixotrópnak tűnik, mivel a felső és az alsó görbe közötti terület sokkal nagyobb, 775-ös értéket mutat. A vizsgálat kezdetén mindkét minta esetében megfigyelhető enyhe viszkozitási csúcs a beindításkor bekövetkező rugalmas deformáció eredménye, és várhatóan mindkét termék esetében megfigyelhető, mivel mindkettőnél van Termelési feszültségA folyási feszültséget úgy határozzák meg, mint azt a feszültséget, amely alatt nem következik be áramlás; a szó szoros értelmében nyugalmi állapotban gyenge szilárd anyagként, folyékony anyagként viselkedik, amikor folyik.folyáshatár [1].
Következtetések
A bőrkrém flakonból és a fogkrém tubusból történő extrudálásához kapcsolódó nyírási sebesség értékét kiszámították és automatikusan beillesztették egy "fel-le" nyírási sebességi rámpa vizsgálatba. Az eredmények azt mutatták, hogy a bőrkrém kívánt sebességű adagolásához 274 Pa, a fogkrém esetében pedig 643 Pa nyírófeszültségre van szükség. A felfelé és lefelé görbék közötti terület meghatározása azt mutatta, hogy a testápoló nem tixotróp, míg a fogkrém tixotróp viselkedést mutatott.
Kérjük, vegye figyelembe...
hogy a vizsgálatot kúp és lemez vagy párhuzamos lemezgeometriával ajánlott végezni - az utóbbi a large szemcseméretű diszperziók és emulziók esetében előnyösebb. Az ilyen anyagtípusoknál fogazott vagy érdesített geometriák alkalmazása is szükséges lehet a geometria felületén történő csúszásból eredő artefaktumok elkerülése érdekében.