Introducere
Multe produse de larg consum sunt ambalate în tuburi sau sticle, iar aplicarea produsului implică pomparea acestuia printr-o duză. Astfel de produse tind să fie produse care se diluează prin forfecare, în cazul cărora vâscozitatea scade în timpul procesului de extrudare din cauza creșterii vitezei de forfecare și apoi revine la ieșirea din duză pe măsură ce viteza de forfecare este redusă. Rata de forfecare întâlnită în timpul acestui proces este legată de raza r a orificiului și de debitul volumetric Q prin următoarea expresie:
Parametrul n este indicele legii puterii, care este unu pentru un lichid newtonian și între 0-1 pentru un fluid Non-NewtonianUn fluid non-newtonian este un fluid care prezintă o vâscozitate care variază în funcție de rata de forfecare sau de tensiunea de forfecare aplicată.non-newtonian. Această valoare poate fi obținută cu ușurință dintr-un test cu rată de forfecare variabilă prin ajustarea unui model de lege a puterii la datele rezultate.
Prin măsurarea debitului volumetric (volumul distribuit într-un anumit timp) și a razei interne a orificiului, este posibil să se estimeze rata de forfecare întâlnită în timpul procesului de extrudare. Această valoare poate fi apoi utilizată într-un test în buclă al ratei de forfecare, care face să crească rata de forfecare de la o valoare scăzută (înainte de extrudare) la rata de forfecare de interes și înapoi în jos. Un astfel de test permite determinarea tensiunii necesare pentru extrudarea, pulverizarea sau turnarea produsului și a gradului de recuperare a vâscozității în urma acestui proces, care va determina în cele din urmă grosimea produsului utilizat. Acest lucru poate fi cuantificat prin măsurarea zonei cuprinse între curbele ascendente și descendente.
Experimental
- Proprietățile de extrudare ale pastei de dinți și ale unei loțiuni pentru corp au fost evaluate și comparate în condiții relevante pentru proces.
- Măsurătorile cu reometru rotațional au fost efectuate utilizând un reometru rotațional Kinexus cu un cartuș cu plăci Peltier și un sistem de măsurare cu plăci paralele rugoase1 și utilizând secvențe standard preconfigurate în software-ul rSpace.
- A fost utilizată o secvență standard de încărcare pentru a se asigura că proba a fost supusă unui protocol de încărcare consecvent și controlabil.
- Toate măsurătorile reologice au fost efectuate la 25°C.
- Ratele de forfecare de extrudare relevante au fost calculate automat ca parte a secvenței de testare folosind valorile introduse ale volumului extrudat, ale timpului de extrudare și ale razei deschiderii. Testul a fost programat pentru a utiliza această valoare calculată ca rată maximă de forfecare într-o rampă de rată de forfecare "sus, apoi jos".
- Au fost raportate atât tensiunea măsurată la rata de forfecare calculată, cât și zona dintre curbele "sus și jos". Prima indică tensiunea necesară pentru extrudare, iar cea de-a doua gradul de recuperare a vâscozității (TixotropiePentru majoritatea lichidelor, subțierea prin forfecare este reversibilă și lichidele își vor recăpăta la un moment dat vâscozitatea inițială atunci când forța de forfecare este îndepărtată.tixotropie) după extrudare.
Rezultate și discuții
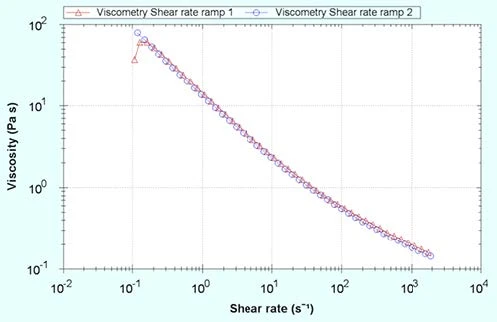
Calculatorul automat a determinat că rata de forfecare este de aproximativ 2000 s-1 pentru loțiunea pentru corp și, prin urmare, a efectuat automat o rampă a ratei de forfecare între 0,1 s-1 și 2000 s-1 și invers. Rezultatele prezentate în figura 1 arată că vâscozitatea la rata de forfecare reprezentativă este de 0,143 Pas și ar fi necesară o tensiune de forfecare aplicată (asociată cu stoarcerea) de 274 Pa pentru a extruda produsul. În plus, analiza suprafeței dă o valoare de doar 18, ceea ce sugerează că produsul își va recăpăta rapid vâscozitatea după extrudare și, prin urmare, nu este tixotropic.
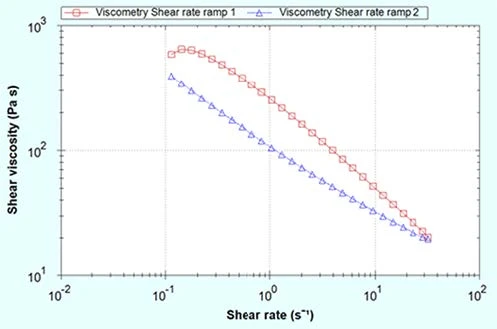
Pentru pasta de dinți prezentată în figura 2, rata de forfecare la extrudare a fost calculată la aproximativ 33 s-1. Vâscozitatea la rata de forfecare reprezentativă este de 19,73 Pas și ar fi necesară aplicarea unei tensiuni de forfecare de 643 Pa pentru extrudarea produsului. Acest material pare a fi tixotrop, deoarece aria dintre curbele superioară și inferioară are o valoare mult mai mare, de 775. Micul vârf de vâscozitate observat la începutul testului pentru ambele probe este rezultatul deformării elastice la pornire și ar fi de așteptat să fie observat pentru ambele produse deoarece ambele au tensiuni de curgere [1].
Concluzii
O valoare a vitezei de forfecare referitoare la extrudarea unei creme pentru piele dintr-o sticlă și a unei paste de dinți dintr-un tub a fost calculată și introdusă automat într-un test de rampa a vitezei de forfecare ´sus și jos`. Rezultatele au arătat că ar fi necesară o tensiune de forfecare de 274 Pa pentru a distribui crema de piele la viteza dorită și de 643 Pa pentru pasta de dinți. Determinarea ariei dintre curbele de urcare și coborâre a arătat că loțiunea pentru corp nu era tixotropică, în timp ce pasta de dinți prezenta un comportament tixotropic.
Vă rugăm să rețineți...
că se recomandă efectuarea încercărilor cu geometrie de tip con și placă sau placă paralelă - aceasta din urmă fiind preferată pentru dispersii și emulsii cu dimensiuni ale particulelor large. Aceste tipuri de materiale pot necesita, de asemenea, utilizarea unor geometrii zimțate sau rugoase pentru a evita artefactele legate de alunecarea la suprafața geometriei.