Inledning
Många konsumentprodukter är förpackade i tuber eller flaskor där produktappliceringen innebär att produkten pumpas genom ett munstycke. Sådana produkter tenderar att vara skjuvtunnande produkter där viskositeten sjunker under extruderingsprocessen på grund av den ökande skjuvhastigheten, och sedan återhämtar sig vid utloppet ur munstycket när skjuvhastigheten minskar. Skjuvhastigheten som uppstår under denna process är relaterad till öppningens radie, r, och det volymetriska flödet Q enligt följande uttryck:
Parametern n är power law-indexet, som är ett för en newtonsk vätska och mellan 0-1 för en Icke-newtonskEn icke-newtonsk vätska är en vätska som uppvisar en viskositet som varierar som en funktion av den applicerade skjuvhastigheten eller skjuvspänningen.icke-newtonsk vätska. Detta värde kan lätt erhållas från ett test med variabel skjuvhastighet genom att anpassa en potenslagsmodell till de resulterande data.
Genom att mäta det volymetriska flödet (volym som doseras under en given tid) och öppningens inre radie är det möjligt att uppskatta den skjuvhastighet som uppstår under extruderingsprocessen. Detta värde kan sedan användas i ett slingtest av skjuvhastigheten, som ökar skjuvhastigheten från ett lågt värde (före extrudering) till den intressanta skjuvhastigheten och tillbaka igen. Ett sådant test gör det möjligt att bestämma den påfrestning som krävs för att extrudera, spraya eller hälla produkten och graden av viskositetsåterhämtning efter denna process, vilket i slutändan bestämmer tjockleken på den produkt som används. Detta kan kvantifieras genom att mäta det inneslutna området mellan upp- och nedkurvorna.
Experimentell
- Extruderingsegenskaperna hos tandkräm och en bodylotion utvärderades och jämfördes under processrelevanta förhållanden.
- Mätningarna med rotationsreometern gjordes med en Kinexus rotationsreometer med en Peltier-plattkassett och ett mätsystem med uppruggade parallella plattor1 och med hjälp av förkonfigurerade standardsekvenser i programvaran rSpace.
- En standardiserad laddningssekvens användes för att säkerställa att provet genomgick ett konsekvent och kontrollerbart laddningsprotokoll.
- Alla reologimätningar utfördes vid 25°C.
- De relevanta extruderingsskjuvhastigheterna beräknades automatiskt som en del av testsekvensen med hjälp av inmatade värden för extruderad volym, extruderingstid och öppningsradie. Testet programmerades för att använda detta beräknade värde som den maximala skjuvhastigheten i en "upp och sedan ned" skjuvhastighetsramp.
- Den uppmätta spänningen vid den beräknade skjuvhastigheten och området mellan "upp- och nedkurvorna" rapporterades båda. Den förra förmedlar spänningskravet för extrudering och den senare omfattningen av viskositetsåterhämtning (TixotropiFör de flesta vätskor är skjuvförtunning reversibel och vätskorna kommer vid någon tidpunkt att återfå sin ursprungliga viskositet när en skjuvande kraft avlägsnas.tixotropi) efter extrudering.
Resultat och diskussion
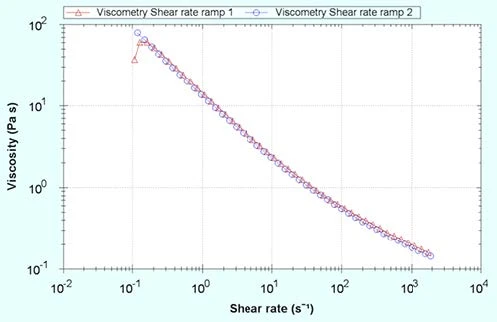
Den automatiska kalkylatorn fastställde skjuvhastigheten till cirka 2000 s-1 för kroppslotionen och utförde därför automatiskt en rampning av skjuvhastigheten mellan 0,1 s-1 och 2000 s-1 och tillbaka igen. Resultaten som visas i figur 1 visar att viskositeten vid den representativa skjuvhastigheten är 0,143 Pas och att det skulle krävas en applicerad skjuvspänning (i samband med pressning) på 274 Pa för att extrudera produkten. Dessutom ger ytanalysen ett värde på bara 18, vilket tyder på att produkten snabbt skulle återfå sin viskositet efter extrudering och att den därför inte är tixotrop.
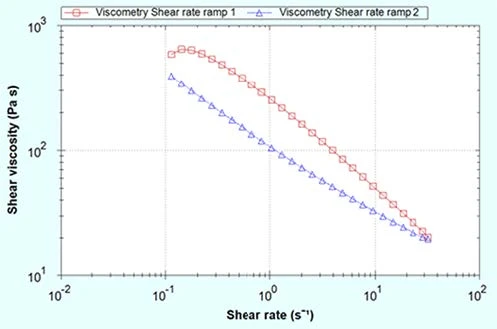
För den tandkräm som visas i figur 2 beräknades extruderingsskjuvhastigheten till cirka 33 s-1. Viskositeten vid den representativa skjuvhastigheten är 19,73 Pas och det skulle krävas en applicerad skjuvspänning på 643 Pa för att extrudera produkten. Detta material verkar vara tixotropt eftersom området mellan den övre och den nedre kurvan har ett mycket högre värde på 775. Den lilla topp i viskositet som observeras i början av testet för båda proverna är resultatet av elastisk deformation vid uppstart och kan förväntas ses för båda dessa produkter eftersom de båda har SträckgränsFlytspänning definieras som den spänning under vilken inget flöde uppstår; bokstavligen beter sig som ett svagt fast ämne i vila och som en vätska när det flyter.flytspänning [1].
Slutsatser
Ett värde för skjuvhastigheten vid extrudering av en hudkräm från en flaska och tandkräm från en tub beräknades och matades automatiskt in i ett test med skjuvhastighetsramp "upp och ner". Resultaten visade att en skjuvspänning på 274 Pa skulle behövas för att dosera hudkrämen med önskad hastighet och 643 Pa för tandkrämen. Bestämning av arean mellan upp- och nedkurvorna visade att kroppslotionen var icke tixotrop medan tandkrämen uppvisade tixotropiskt beteende.
Vänligen notera...
att provning rekommenderas att utföras med kon- och platt- eller parallellplattgeometri - där den senare är att föredra för dispersioner och emulsioner med large partikelstorlekar. Sådana materialtyper kan också kräva användning av tandade eller grova geometrier för att undvika artefakter som beror på glidning på geometriytan.