06.04.2021 by Dr. Natalie Rudolph, Dr. Stefan Schmölzer
Mesure de la capacité thermique spécifique pour simuler les processus SLS
Des efforts considérables ont été déployés pour modéliser et simuler le processus de FrittageLe frittage est un procédé de production permettant de former un corps mécaniquement résistant à partir d'une poudre céramique ou métallique. frittage sélectif par laser, car les informations sur le champ de température dans les couches inférieures sont difficiles à mesurer. Découvrez comment la Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.capacité thermique spécifique peut vous aider !
Au cours du processus SLS (Selective Laser Sintering), les couches précédemment fondues disparaissent dans le lit de poudre entouré de poudre non frittée. Il est donc difficile de mesurer les informations relatives au champ de température dans les couches inférieures. Des efforts considérables ont donc été déployés pour modéliser et simuler le processus SLS. Deux grandeurs essentielles sont la capacité thermique spécifique (Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.cp) et la conductivité thermique (k) en fonction de la température. Lorsque des charges sont ajoutées, elles ne modifient pas seulement le taux de CristallisationLa cristallisation est le processus physique de durcissement au cours de la formation et de la croissance des cristaux. Au cours de ce processus, la chaleur de cristallisation est libérée.cristallisation, mais nécessitent également une température de fabrication plus élevée en raison de la modification de Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.cp et de k.
Comment déterminer la capacité thermique spécifique
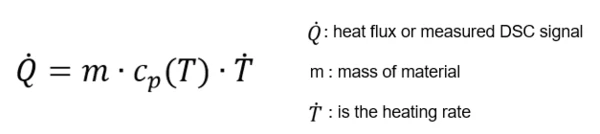
Pour déterminer la Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.capacité thermique spécifique en fonction de la température de différents matériaux, on utilise la calorimétrie différentielle à balayage (DSC). La capacité thermique est définie comme la quantité de chaleur nécessaire pour élever la température d'une substance de 1 g de 1°C alors que la pression p est maintenue constante. Elle est décrite par l'équation de conduction de la chaleur :
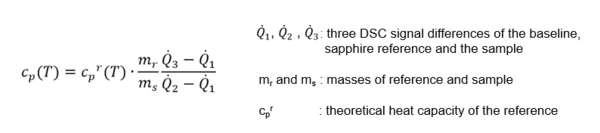
Conformément à la norme DIN EN ISO 11357-4 (et ASTM E1269), l'échantillon est mesuré par rapport à un second échantillon (de référence) de capacité thermique connue. Un échantillon de référence typique serait le saphir. Par conséquent, une expérience consiste en trois passages différents dans la plage de température concernée. La première est une analyse avec deux casseroles vides (ligne de base), la deuxième une analyse avec une casserole contenant l'échantillon de saphir (référence), et enfin la troisième analyse avec l'échantillon réel (échantillon) dans le même type de casserole.
Le Cp en fonction de la température de l'échantillon peut être calculé comme suit :
Réalisation de mesures de cp sur des échantillons de poudre de polymère SLS
Dans cet exemple de poudre de polymère, plus précisément de PA12, les mesures ont été effectuées à l'aide d'un NETZSCH DSC 204 F1 Phoenix® conformément à la norme. Après une étape initiale de refroidissement à -25°C, la température a été augmentée à 215°C à une vitesse de 10 K/min. Deux échantillons différents ont été mesurés et la moyenne a été calculée. Toutes les conditions de mesure sont résumées dans le tableau suivant :
Tableau 1 : Conditions de mesure
| Échantillon de casserole | Concavus® al, couvercle percé |
| Poids de l'échantillon | 11.55 mg |
| Référence d'étalonnage | Saphir |
| Référence pan | Concavus® al, couvercle percé |
| Atmosphère | N2 |
| Débit de gaz | 40 ml/min |
| Température | -25 ... 215°C à 10 K/min |
L'analyse dans le logiciel NETZSCH Proteus® est illustrée à la figure 1. Elle montre la Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.capacité thermique spécifique "apparente", superposée au pic de Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion et à la transition vitreuse.
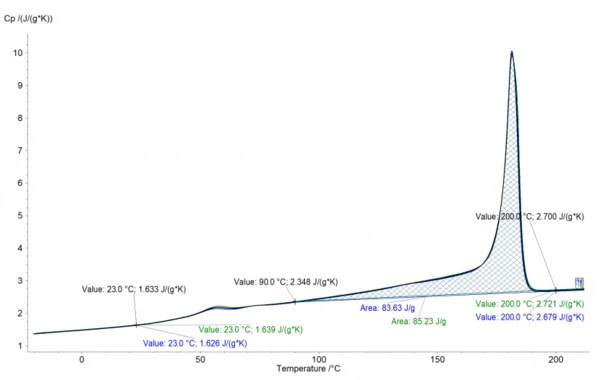
Les données de Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.cp peuvent être facilement déduites de cette courbe. Toutefois, dans la plage de température comprise entre 90 et 190°C, l'effet de l'augmentation du Capacité thermique spécifique (cp)La capacité thermique est une grandeur physique spécifique au matériau, déterminée par la quantité de chaleur fournie à l'échantillon, divisée par l'augmentation de température qui en résulte. La capacité thermique spécifique est liée à une unité de masse de l'échantillon.cp et l'effet EndothermiqueUne transition d'échantillon ou une réaction est endothermique si la conversion nécessite de la chaleur.endothermique de la Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion s'opposent l'un à l'autre. Par conséquent, les valeurs dans la plage de Températures et enthalpies de fusionL'enthalpie de fusion d'une substance, également connue sous le nom de chaleur latente, est une mesure de l'apport d'énergie, généralement de la chaleur, nécessaire pour convertir une substance de l'état solide à l'état liquide. Le point de fusion d'une substance est la température à laquelle elle passe de l'état solide (cristallin) à l'état liquide (fusion isotrope). fusion sont généralement interpolées. Dans le cas du PA12 illustré ici, l'interpolation serait effectuée entre 90°C (2,348 J/gK) et 200°C (2,7 J/gK), qui sont indiqués dans le graphique. Les valeurs peuvent ensuite être exportées pour être utilisées dans des simulations de matériaux et de processus, par exemple pour le dépôt de température et la solidification dans le processus SLS. Une autre application des données est le calcul de la Conductivité thermiqueLa conductivité thermique (λ avec l'unité W/(m-K)) décrit le transport d'énergie - sous forme de chaleur - à travers un corps de masse sous l'effet d'un gradient de température (voir fig. 1). Selon la deuxième loi de la thermodynamique, la chaleur s'écoule toujours dans la direction de la température la plus basse.conductivité thermique à partir des données de Diffusivité thermiqueLa diffusivité thermique (a avec l'unité mm2/s) est une propriété propre au matériau qui permet de caractériser la conduction thermique instable. Cette valeur décrit la rapidité avec laquelle un matériau réagit à un changement de température.diffusivité thermique et de densité.