Bevezetés
Az olyan termofizikai tulajdonságok, mint a hődiffúziós képesség, a fajhő és a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség kulcsfontosságú paraméterek a durva kerámiák gyártásának és alkalmazásának optimalizálásához. Évtizedek óta ezeket a tulajdonságokat helyhez kötött módszerekkel (pl. őrzött forrólemezes technika) vagy szabványosított tranziens technikákkal, például az ISO 8894 szabvány szerinti forróhuzalos módszerrel (lásd az 1. ábrán a TCT 426-ot) határozzák meg. Ezek a módszerek azonban a large mintaméretekre és az alacsony hővezető képességekre korlátozódnak. Ráadásul ezek a módszerek nagyon időigényesek.
A villanófényes módszerek érintésmentes mérési technikák, és a nagy hővezetőképességű anyagokat is gond nélkül kezelik. Ezenkívül a flash-módszerek abszolút módszerek a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség meghatározására. A modern műszerek (lásd a 2. ábrán: LFA 427 ) gyakran lehetővé teszik az anyag fajhőjének egyidejű mérését is, így a Hővezető képességA hővezető képesség (λ, mértékegysége W/(m-K)) az energia - hő formájában történő - szállítását írja le egy tömegtestben a hőmérséklet-gradiens hatására (lásd az 1. ábrát). A termodinamika második törvénye szerint a hő mindig az alacsonyabb hőmérséklet irányába áramlik.hővezető képesség további mérések nélkül is meghatározható. Mivel a flash-módszerek a small méretekkel rendelkező homogén mintákra korlátozódnak, ezeket a módszereket nem alkalmazták inhomogén durva kerámiák elemzésére. A legmodernebb, nagy érzékenységű rendszerek alkalmazásával azonban ma már lehetővé válik a nagyobb minták vizsgálata [1]. Emellett a flash-módszerek gyors vizsgálati ideje lehetővé teszi, hogy a téglából vett különböző minták mérése további erőfeszítés nélkül elvégezhető legyen. Az itt ismertetett munkában a lézervillantásos és a forróhuzalos mérések eredményeit hasonlítjuk össze egy szilíciumkarbidot tartalmazó téglán és egy magnézia-szpinel téglán. A méréseket ugyanabból az anyagból több small mintán végeztük el az anyag homogenitásának és a módszerek reprodukálhatóságának ellenőrzése érdekében.


Teszteredmények
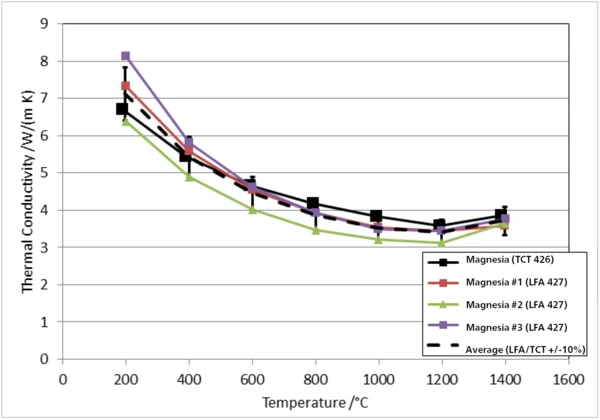
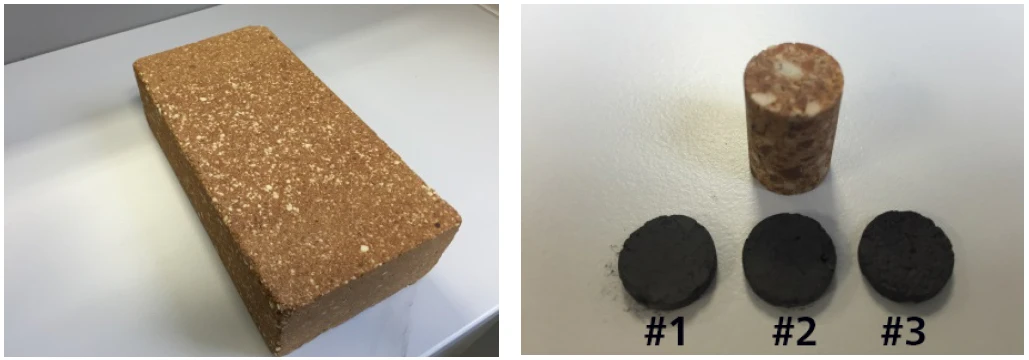
A 3. ábra egy magnézia-szpineltéglán (4. ábra) végzett hővezetési mérések eredményeit mutatja be a LFA 427 és a TCT 426 segítségével. A szaggatott vonal a két különböző módszerrel kapott adatok kombinált átlagértékeit (hibasáv ±10%) mutatja. Jól látható, hogy a független LFA és TCT mérések legtöbb értéke az átlagtól ±10%-os tartományon belül van. Ez mindkét rendszer nagy pontosságát mutatja.
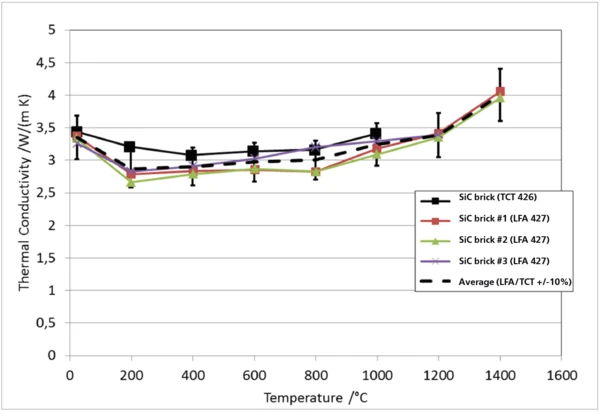
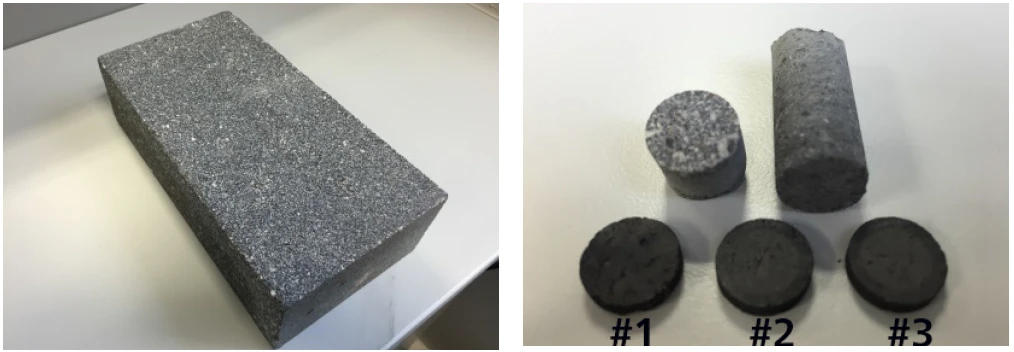
Továbbá a különböző minták közötti eltérés mutatja a hővezető képességnek a magnézia-szpinell tégla inhomogenitásából adódó lehetséges tartományát. A szilíciumkarbidot tartalmazó téglán végzett LFA- és TCT-mérések hasonló összehasonlítása (6. ábra) az 5. ábrán látható. A független mérési értékek ismét a két módszerrel kombinált adatok átlagának ±10%-án belül vannak.
Következtetés
A két különböző módszerrel kapott eredmények közötti jó egyezés a lézervillogás és a forróhuzalos módszerrel egyértelműen azt mutatja, hogy mindkét módszer nagyon alkalmas a tűzálló anyagok nagy pontosságú elemzésére. A NETZSCH modell LFA 427 azonban számos előnnyel jár. A vizsgálati eredmények gyorsan és nagy pontossággal érhetők el. A mérés gyorsasága kompenzálja a small mintaméreteket, mivel több minta vizsgálható nagyobb mintaátmenettel. A TCT-mérések sokkal időigényesebbek a hatalmas mintaméret és a hosszú stabilizálási idő miatt. Az ISO 8894 szabvány szerinti forróhuzalos módszerre azonban nagy igény mutatkozik a tűzálló anyagok esetében.