Johdanto
Lämpöfysikaaliset ominaisuudet, kuten lämpödiffuusiokyky, ominaislämpö ja LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus, ovat ratkaisevia parametreja karkean keramiikan tuotannon ja käytön optimoinnissa. Tällaiset ominaisuudet on vuosikymmenien ajan määritetty paikallaan pysyvillä menetelmillä (esim. suojattu kuumalevytekniikka) tai standardoiduilla transienttitekniikoilla, kuten ISO 8894 -standardin mukaisella kuumalanka-menetelmällä (ks. TCT 426 kuvassa 1). Nämä menetelmät rajoittuvat kuitenkin large näytekokoihin ja alhaisiin lämmönjohtavuuksiin. Lisäksi nämä menetelmät ovat hyvin aikaa vieviä.
Flash-menetelmät ovat kosketuksettomia mittaustekniikoita, ja niillä voidaan vaikeuksitta käsitellä materiaaleja, joiden LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus on suuri. Lisäksi flash-menetelmät ovat absoluuttisia menetelmiä lämpödiffuusiokyvyn määrittämiseksi. Nykyaikaiset laitteet (ks. LFA 427 kuvassa 2) mahdollistavat usein myös materiaalin ominaislämmön samanaikaisen mittaamisen, jolloin LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus voidaan määrittää ilman lisämittauksia. Koska flash-menetelmät rajoittuvat homogeenisiin näytteisiin, joiden mitat ovat small, näitä menetelmiä ei ole käytetty epähomogeenisten karkeiden keraamisten materiaalien analysointiin. Uusimpien erittäin herkkien järjestelmien avulla suurempien näytteiden testaaminen on nyt kuitenkin mahdollista [1]. Lisäksi flash-menetelmien nopeat testausajat mahdollistavat tiilistä otettujen erilaisten näytteiden mittaukset ilman lisäponnistuksia. Tässä kuvatussa työssä verrataan laserleimaus- ja kuumalanka-mittausten tuloksia piikarbidia sisältävästä tiilestä ja magnesiitti-spinellitiilestä. Mittaukset suoritettiin useille small näytteille samasta materiaalista materiaalin homogeenisuuden ja menetelmien toistettavuuden tarkistamiseksi.


Testitulokset
Kuvassa 3 esitetään tulokset lämmönjohtavuusmittauksista magnesiitti-spinellitiilellä (kuva 4) käyttäen LFA 427 ja TCT 426 -laitteita. Katkoviiva esittää kahden eri menetelmän yhdistettyjen tietojen keskiarvoja (virhepalkki ±10 %). On selvästi nähtävissä, että useimmat toisistaan riippumattomien LFA- ja TCT-mittausten arvot ovat ±10 prosentin sisällä keskiarvosta. Tämä osoittaa molempien järjestelmien suuren tarkkuuden.
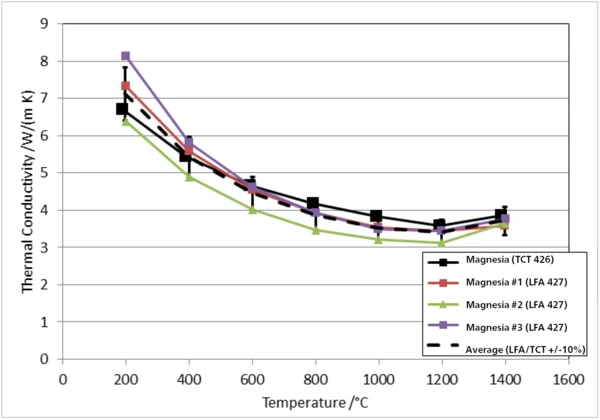
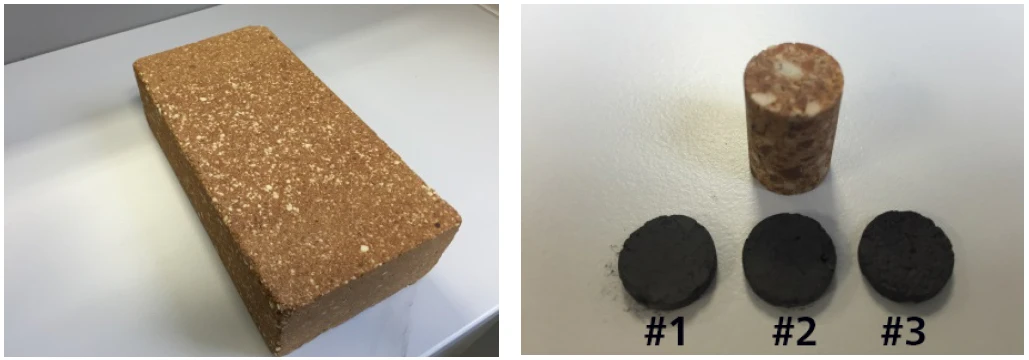
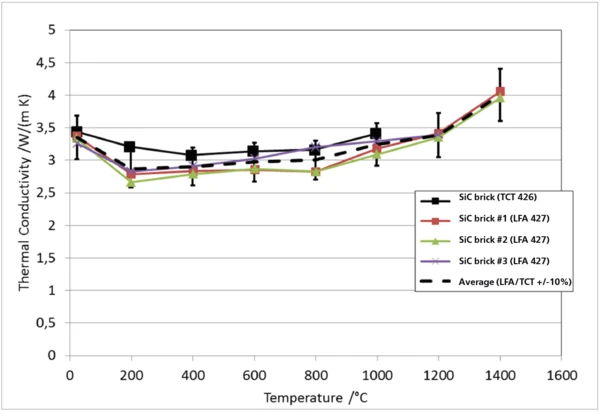
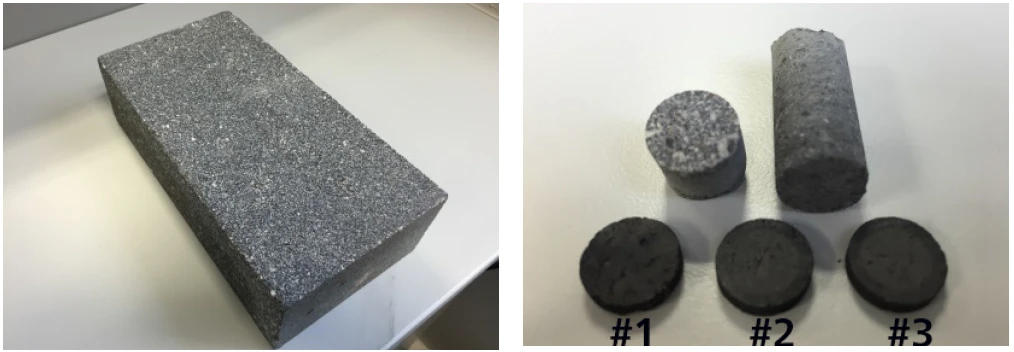
Lisäksi eri näytteiden väliset poikkeamat osoittavat, että LämmönjohtavuusLämmönjohtavuus (λ, yksikkö W/(m-K)) kuvaa lämmön muodossa olevan energian kulkeutumista massakappaleen läpi lämpötilagradientin vaikutuksesta (ks. kuva 1). Termodynamiikan toisen lain mukaan lämpö virtaa aina alemman lämpötilan suuntaan.lämmönjohtavuus voi vaihdella magnesiitti-spinellitiilen epähomogeenisuudesta johtuen. Kuvassa 5 esitetään samanlainen piikarbidia sisältävän tiilen LFA- ja TCT-mittausten vertailu (kuva 6). Jälleen kerran riippumattomat mittausarvot ovat kaikki ±10 prosentin sisällä näiden kahden menetelmän keskiarvotiedoista yhdessä.
Päätelmä
Kahden eri menetelmän, lasersuihku- ja kuumalanka-analyysin, tulosten hyvä yhdenmukaisuus osoittaa selvästi, että molemmat menetelmät soveltuvat hyvin tulenkestävien materiaalien analysointiin suurella tarkkuudella. Malli NETZSCH LFA 427 tarjoaa kuitenkin useita etuja. Testitulokset saadaan nopeasti ja suurella tarkkuudella. Mittausnopeus kompensoi small näytteen mitat, sillä useampia näytteitä voidaan testata suuremmalla näytteen läpimenolla. TCT-mittaukset ovat paljon aikaa vievämpiä, koska näytteen koko on suuri ja stabilointiaika pitkä. ISO 8894 -standardin mukainen kuumalanka-menetelmä on kuitenkin erittäin kysytty tulenkestävien materiaalien osalta.