Introduktion
Materialernes reologiske egenskaber hjælper med at forstå og forudse deres opførsel under processen. De spiller f.eks. en rolle for smøreevnen, pumpbarheden og flydepunktet for smørefedt.
Målebetingelser
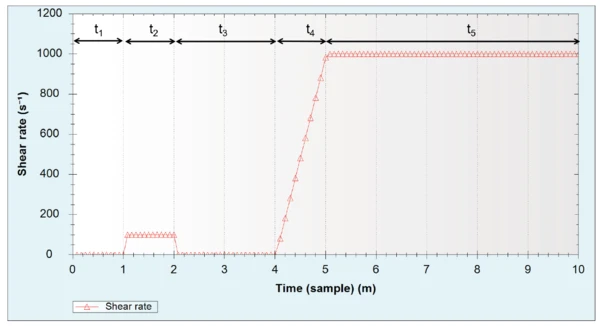
I det følgende bestemmes forskydningsviskositeten for et smørefedt med Kinexus pro+ under de målebetingelser, der er beskrevet i standarden DIN 51810-1. Tabel 1 og figur 1 opsummerer de testparametre, der er specificeret i denne standard.
Tabel 1: Målebetingelser
| Geometri | CP/25 (keglepladesystem, keglevinkel: 1°, pladediameter: 25 mm) | |
|---|---|---|
| Temperatur | 25°C (±0,1°C) | |
| Måleafstand | 24 μm | |
| Måleprogram | Fase t1: 1 min i hvile, 0 Pa | |
Fase t2: 1 min før forskydning, 100 s-1 | ||
Fase t3: 2 min i hvile, 0 Pa | ||
Fase t4: Lineær stigning i shear rate fra 0 til 1000 s-1 på 1 minut | ||
Fase t5: 5 min ved en konstant forskydningshastighed (1000 s-1) | ||
Resultater af målinger
Det krævede drejningsmoment for hver anvendt forskydningshastighed måles, hvilket automatisk konverteres af rSpace-softwaren til bestemmelse af forskydningsspændingen. Forskydningshastigheden og forskydningsspændingen bruges derefter til at beregne forskydningsviskositeten ved hjælp af følgende ligning:
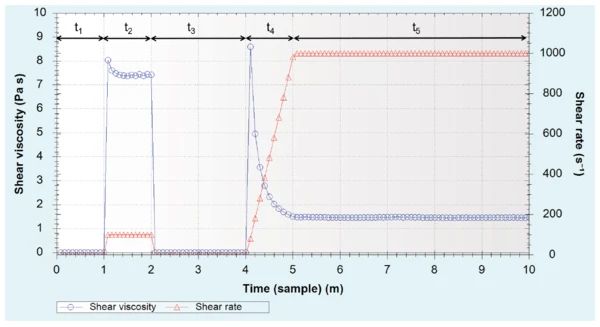
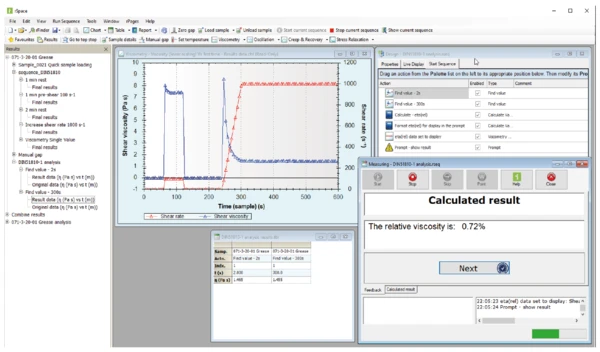
Figur 2 viser den påførte forskydningshastighed (orange kurve) og den resulterende forskydningsviskositet (blå kurve). Som forventet er forskydningsviskositeten nul, når der ikke er nogen forskydningsspænding (fase t1). En stigning i forskydningshastigheden til 100 s-1 fører til en målt stigning i forskydningsviskositeten til 7,5 Pa-s (fase t2). Prøvens reaktion på det efterfølgende ophør af enhver deformation er en øjeblikkelig tilbagevenden af forskydningsviskositeten til reelt nul (fase t3). Den lineære stigning i forskydningshastigheden (fase t4) fremhæver smørefedtets strukturerede og forskydningsfortyndende opførsel: Forskydningsviskositeten falder generelt med øget forskydningshastighed. Materialets reaktion på den efterfølgende konstante forskydningshastighed på 1000 s-1 (fase t5) er yderst vigtig, fordi den viser, om forskydningsviskositeten forbliver stabil, når den udsættes for en høj konstant forskydningshastighed; og hvis den ikke forbliver stabil, hvor stærkt den ændrer sig under en konsekvent og høj deformationshastighed.
DIN 51018-1-standarden angiver, hvordan man kvantificerer denne ændring i forskydningsviskositet ηrel under det sidste trin. Til det formål rapporteres forskydningsviskositeten ved 2 s (ηA) og ved 300 s (ηB) efter starten af den femte fase samt den relative viskositetsændring mellem de to værdier. Den relative viskositetsændring er defineret som:
Den kraftfulde rSpace-software, der blev brugt til målingerne og evalueringen, er i stand til automatisk at beregne disse parametre. Figur 3 viser tabellen fra rSpace-softwaren med de krævede værdier for forskydningsviskositeten ved 2 s og 300 s og den resulterende relative viskositetsændring ηrel på 0,7 %. Denne lave værdi på mindre end 1 % viser, at prøven tilpasser sig meget hurtigt til den anvendte forskydningshastighed.
Konklusion
En smørefedt blev målt under de betingelser, der er beskrevet i DIN 51810-1. Evalueringen blev udført automatisk takket være en analyse, der endda kan inkluderes i målemetoden for nem og hurtig udførelse af målingerne med det formål at bestemme resultaterne uafhængigt af brugeren.