Johdanto
Materiaalien reologiset ominaisuudet auttavat ymmärtämään ja ennakoimaan niiden käyttäytymistä prosessin aikana. Niillä on merkitystä esimerkiksi voitelurasvojen voitelukyvyn, pumpattavuuden ja virtausrajan (saantopisteen) kannalta.
Mittausolosuhteet
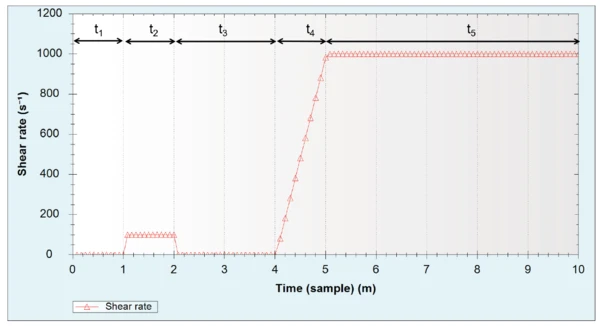
Seuraavassa määritetään voitelurasvan leikkausviskositeetti Kinexus pro+ -laitteella DIN 51810-1 -standardissa kuvatuissa mittausolosuhteissa. Taulukossa 1 ja kuvassa 1 esitetään yhteenveto tässä standardissa määritellyistä testiparametreista.
Taulukko 1: Mittausolosuhteet
| Geometria | CP/25 (kartiolevyjärjestelmä, kartiokulma: 1°, levyn halkaisija: 25 mm) | |
|---|---|---|
| Lämpötila | 25 °C (±0,1 °C) | |
| Mittausväli | 24 μm | |
| Mittausohjelma | Vaihe t1: 1 minuutti levossa, 0 Pa | |
Vaihe t2: 1 minuutti ennen leikkausta, 100 s-1 | ||
Vaihe t3: 2 minuuttia levossa, 0 Pa | ||
Vaihe t4: leikkausnopeuden lineaarinen kasvu 0:sta 1000 s-1:een 1 minuutissa | ||
Vaihe t5: 5 minuuttia vakiopaineella (1000 s-1) | ||
Mittaustulokset
Kunkin käytetyn leikkausnopeuden edellyttämä vääntömomentti mitataan, ja rSpace -ohjelmisto muuntaa sen automaattisesti leikkausjännityksen määrittämiseksi. Leikkausnopeutta ja leikkausjännitystä käytetään sitten leikkausviskositeetin laskennassa seuraavan yhtälön avulla:
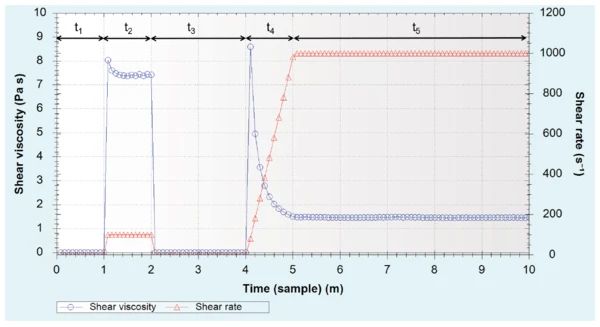
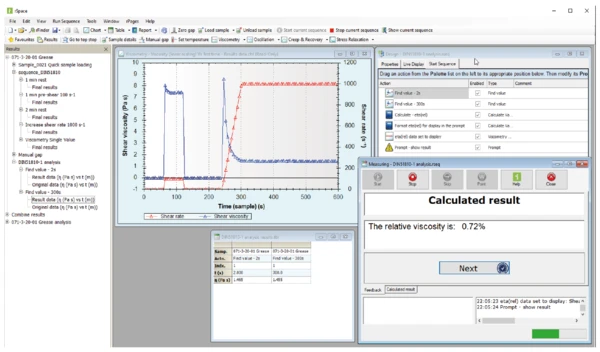
Kuvassa 2 esitetään käytetty leikkausnopeus (oranssi käyrä) ja tuloksena saatu leikkausviskositeetti (sininen käyrä). Odotetusti leikkausviskositeetti on nolla, kun leikkausjännitystä ei käytetä (vaihe t1). Leikkausnopeuden nostaminen 100 s-1:een johtaa leikkausviskositeetin mitattuun kasvuun 7,5 Pa-s:iin (vaihe t2). Kun näytteen muodonmuutos lopetetaan, leikkausviskositeetti palautuu välittömästi käytännössä nollaan (vaihe t3). Leikkausnopeuden lineaarinen kasvu (vaihe t4) korostaa voitelurasvan rakenteellista ja leikkausta ohentavaa käyttäytymistä: Leikkausviskositeetti yleensä pienenee leikkausnopeuden kasvaessa. Materiaalin reaktio seuraavaan vakiovärinänopeuteen 1000 s-1 (vaihe t5) on erittäin tärkeä, koska se osoittaa, pysyykö leikkausviskositeetti vakaana, kun siihen kohdistetaan suuri vakiovärinänopeus, ja jos se ei pysy vakaana, kuinka voimakkaasti se muuttuu tasaisessa ja suuressa muodonmuutosnopeudessa.
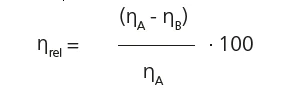
Standardi DIN 51018-1 osoittaa, miten tämä leikkausviskositeetin muutos ηrel mitataan viimeisen vaiheen aikana. Tätä varten ilmoitetaan leikkausviskositeetti 2 s:n (ηA) ja 300 s:n (ηB) kohdalla viidennen vaiheen alkamisen jälkeen sekä viskositeetin suhteellinen muutos molempien arvojen välillä. Suhteellinen viskositeetin muutos määritellään seuraavasti:
Mittauksissa ja arvioinnissa käytetty tehokas rSpace -ohjelmisto pystyy laskemaan nämä parametrit automaattisesti. Kuvassa 3 esitetään rSpace -ohjelmistosta poimittu taulukko, jossa on vaaditut leikkausviskositeetin arvot 2 s:n ja 300 s:n kohdalla sekä tuloksena saatu suhteellinen viskositeetin muutos ηrel 0,7 %. Tämä alhainen, alle 1 prosentin arvo osoittaa, että näyte mukautuu hyvin nopeasti sovellettuun leikkausnopeuteen.
Päätelmä
Voitelurasva mitattiin standardin DIN 51810-1 mukaisissa olosuhteissa. Arviointi suoritettiin onnistuneesti automaattisesti analyysin ansiosta, joka voidaan jopa sisällyttää mittausmenetelmään mittausten helppoa ja nopeaa suorittamista varten, jotta tulokset voidaan määrittää käyttäjästä riippumatta.