Giriş
Malzemelerin reolojik özellikleri, işlem sırasındaki davranışlarını anlamaya ve öngörmeye yardımcı olur. Örneğin, yağlama greslerinin yağlama kabiliyeti, pompalanabilirliği, akış (akma) noktasında rol oynarlar.
Ölçüm Koşulları
Aşağıda, bir yağlama gresinin kayma viskozitesi, DIN 51810-1 standardında açıklanan ölçüm koşulları altında Kinexus pro+ ile belirlenmiştir. Tablo 1 ve Şekil 1, bu standartta belirtilen test parametrelerini özetlemektedir.
Tablo 1: Ölçüm koşulları
| Geometri | CP/25 (koni-plaka sistemi, koni açısı: 1°, plaka çapı: 25 mm) | |
|---|---|---|
| Sıcaklık | 25°C (±0,1°C) | |
| Ölçüm boşluğu | 24 μm | |
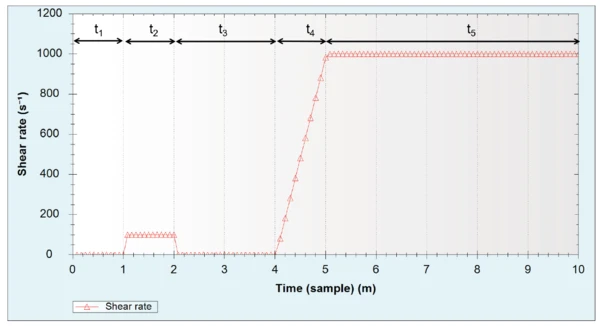
| Ölçüm programı | Faz t1: 1 dakika dinlenme, 0 Pa | |
Faz t2: 1 dakika ön kesme, 100 s-1 | ||
Faz t3: 2 dakika dinlenme, 0 Pa | ||
Faz t4: Kayma hızında 1 dakika içinde 0'dan 1000 s-1 'e doğrusal artış | ||
Faz t5: Sabit kayma hızında (1000 s-1) 5 dakika | ||
Ölçüm Sonuçları
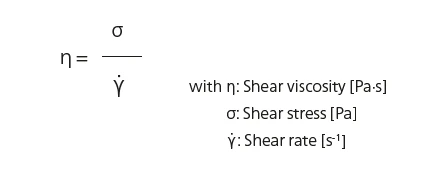
Uygulanan her kayma oranı için gereken tork ölçülür ve bu değer rSpace yazılımı tarafından otomatik olarak dönüştürülerek kayma gerilimi belirlenir. Kayma hızı ve kayma gerilimi daha sonra aşağıdaki denklem kullanılarak kayma viskozitesinin hesaplanmasında kullanılır:
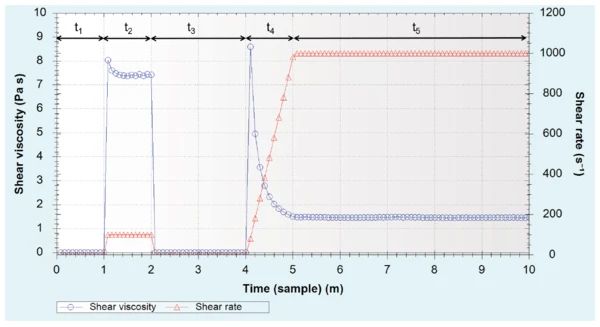
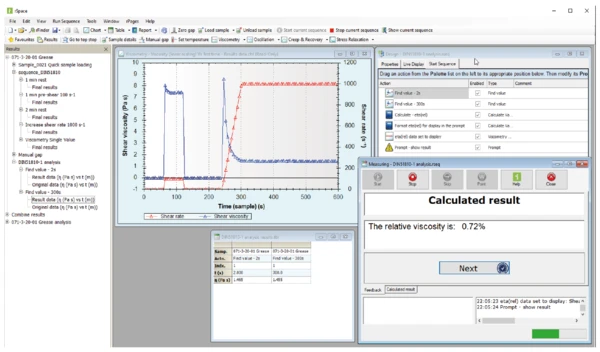
Şekil 2, uygulanan kayma hızını (turuncu eğri) ve sonuçta ortaya çıkan kayma viskozitesini (mavi eğri) göstermektedir. Beklendiği gibi, kayma gerilimi uygulanmadığında (t1 fazı) kayma viskozitesi sıfıra eşittir. Kayma hızının 100 s-1 'e çıkarılması, kayma viskozitesinde 7,5 Pa-s'ye ölçülen bir artışa yol açar (faz t2). Numunenin herhangi bir deformasyonun kesilmesini takiben verdiği tepki, kayma viskozitesinin derhal etkin bir şekilde sıfıra dönmesidir (faz t3). Kayma hızındaki doğrusal artış (faz t4), yağlama gresinin yapısal ve kayma inceltici davranışını vurgular: Kayma viskozitesi genellikle artan kayma hızı ile azalır. Malzemenin 1000 s-1 'deki bir sonraki sabit kayma hızına (faz t5) tepkisi son derece önemlidir, çünkü yüksek bir sabit kayma hızına maruz kaldığında kayma viskozitesinin sabit kalıp kalmadığını gösterir; ve eğer sabit kalmazsa, tutarlı ve yüksek bir deformasyon oranı altında ne kadar güçlü değiştiğini gösterir.
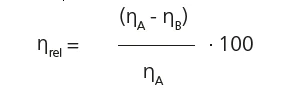
DIN 51018-1 standardı, son adımda ηrel kayma viskozitesindeki bu değişimin nasıl ölçüleceğini gösterir. Bunun için, beşinci aşamanın başlamasından sonra 2 s (ηA) ve 300 s'deki (ηB) kayma viskozitesinin yanı sıra her iki değer arasındaki bağıl viskozite değişimi rapor edilir. Bağıl viskozite değişimi şu şekilde tanımlanır:
Ölçümler ve değerlendirme için kullanılan güçlü rSpace yazılımı bu parametreleri otomatik olarak hesaplayabilmektedir. Şekil 3, 2 s ve 300 s'de gerekli kayma viskozitesi değerleri ile rSpace yazılımından çıkarılan tabloyu ve sonuçta elde edilen %0,7'lik bağıl viskozite değişimi ηrel'i göstermektedir. 1'den az olan bu düşük değer, numunenin uygulanan kesme hızına çok hızlı bir şekilde adapte olduğunu göstermektedir.
Sonuç
Bir yağlama gresi DIN 51810-1'de açıklanan koşullar altında ölçülmüştür. Sonuçların kullanıcıdan bağımsız olarak belirlenmesi amacıyla ölçümlerin kolay ve hızlı bir şekilde yürütülmesi için ölçüm yöntemine bile dahil edilebilen bir analiz sayesinde değerlendirme otomatik olarak başarıyla gerçekleştirilmiştir.